Hi,歡迎來到黃頁88網(wǎng)!
YD908YD988YD928YD938碳化鎢耐磨堆焊焊絲
用途:礦山、治金、水泥、化工、開挖、筑路、航道疏浚、除塵、制糖、造紙等機(jī)械設(shè)備的耐磨損堆焊。在諸如煤礦刮板運(yùn)輸機(jī)及各種物料攪拌設(shè)備等強(qiáng)磨損場合使用效果尤其顯著。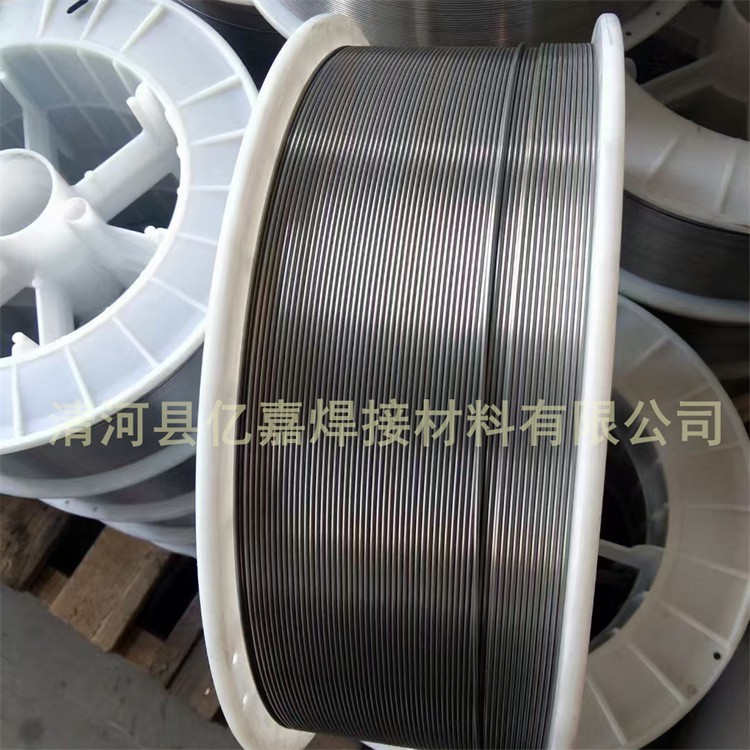
使用說明:具有較高的抗低應(yīng)力磨粒磨損性能,但不適于嚴(yán)重沖擊或碰撞磨損工況。單層堆焊即可獲得滿意的耐磨壽命。依據(jù)待焊工件材質(zhì)或具體使用條件,有時應(yīng)考慮堆焊過渡層。
自保護(hù)耐磨堆焊修復(fù)藥芯焊絲:
說明:該系列為抗低應(yīng)力磨料磨損用耐磨堆焊藥芯焊絲,具有焊接工藝性能優(yōu)良,焊縫成形美觀,焊接飛濺較小的特點(diǎn)。焊接時不需要使用氣體或焊劑保護(hù),從而簡化了焊接工藝,節(jié)省了焊接輔料費(fèi)用。 堆焊層金屬為高鉻鉬合金,堆焊時會出現(xiàn)細(xì)裂紋,是釋放應(yīng)力的結(jié)果,不影響在低沖擊工礦條件下的正常使用。
用途:用于堆焊在輕擊或無沖擊下經(jīng)受強(qiáng)烈磨料磨損的工件,如:電廠磨煤機(jī)磨輥、磨盤,水泥立磨、水泥磨輥、磨盤等。
熔敷金屬化學(xué)成分:
| 元素
| 型號
| C
| Mn
| Si
| Cr
| 其它
|
| 值
| LZ606
| 3.0~4.0
| 0.5~2.0
| 2.0~3.0
| 22.0~25.0
| ~2.0
|
HRC:57-63邢臺
推薦工藝:
| 規(guī)格(mm)
| 2.8
| 3.2
|
| 推薦電流(A)
| 320~420
| 360~450
|
采用碳鋼為焊芯的低氫鈉型藥皮碳化鎢堆焊焊條,依靠藥皮中碳化物合金過渡,堆焊金屬含鎢量80-85%,由于藥皮較厚,合金元素多,可交直流焊接接,使用適當(dāng)?shù)碾娏鞫押浮?/p>
用途:石墨型藥皮的堆焊焊條,交直流兩用。用于磚瓦廠(攪刀、攪籠、對滾、粉碎機(jī)錘頭)、水泥廠(塔盤、塔尖、擠壓輥、磨滾、破石機(jī)、鄂板、)、礦業(yè)(煤礦、金礦、溜槽、電鏟斗齒、鉆頭、錘頭)、鋼廠(大鐘、小鐘、漏斗)、農(nóng)業(yè)(碹耕犁刀、玉米桿粉碎機(jī))、木碳機(jī)推進(jìn)器、糖廠、造紙廠、耐火材料廠等企業(yè)的易磨損件。
熔敷金屬化學(xué)成分(%) 化學(xué)成分 C Mn Si W
值 1.50~3.00 ≤2.00 ≤4.00 80.0~85.0
堆焊層硬度: HRC≥63
參考電流 (DC+) 焊條直徑(mm) φ3.2 φ4.0 φ5.0
焊接電流(A) 70~120 140~180 180~220
注意事項(xiàng):
1.焊前焊條須經(jīng)300-350℃烘焙1h。
2.堆焊件為碳鋼時預(yù)熱溫度在300℃以上,堆焊件為低合金鋼時預(yù)熱溫度為400-500℃,堆焊件為不銹鋼時預(yù)熱溫度為600-650℃。
3.低合金鋼及不銹鋼焊后須經(jīng)700℃退火。