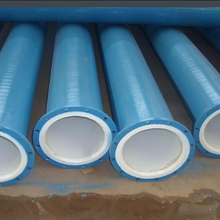
TPEP防腐鋼管工藝介紹:
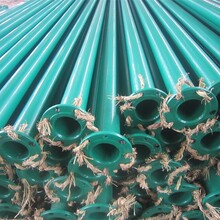
外壁采用熱熔結纏繞工藝底層環氧樹脂、中間層膠黏劑、外層聚乙烯形成三層結構的防腐層,內壁采用熱噴涂環氧粉末防腐方式,將粉末經高溫加熱熔結后均勻地涂敷在管體表面上,形成鋼塑復合層,提高了涂層附著力及涂層厚度,增強了耐磕碰,耐腐蝕的能力。
特點:1、在相同流量下所需TPEP鋼管比球墨鑄鐵管口徑小。
2、不同于其他一般鋼管,它內外防腐,且對飲用水無任何危害。
3、抗水錘能力比球墨鑄鐵管強。
4、兩種管材對基礎的要求基本相同。
5、在施工方面TPEP鋼管是焊接,技術要求較高。
TPEP防腐管基管和涂層的復合技術,首要方法是先將基管預熱,使外表溫度契合塑料粉末所請求的溫度要求,并以較高溫度控制,再涂上塑料粉末,上粉又稱散布法,詳細可區分為:噴涂:用壓縮空氣通過噴嘴噴出塑料粉末;吸涂:將管內用真空泵構成負壓,將塑料粉末吸進去;浸漬:將塑料粉末存放在容器中,將預熱后的基管浸沒在粉末中;滾塑:塑料粉末貯積在基管壁上,旋轉翻滾基管使粉末均勻分布。因為基管外表達到了額定溫度,因而塑料粉末上了管壁后,就熔融和涂敷在管壁上,構成涂層,構成防腐層。
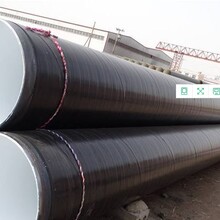
TPEP防腐鋼管埋地鋼質管道外防腐層性能,管道防腐層是長隔絕輸送管道的道屏蔽,直接關聯到管道的防腐功能和運行壽命。相同材質的管道,有的可以使用幾十年,然而有的幾年就出現腐蝕等一系列問題,就是因為它們采用了不合的表里防腐工藝。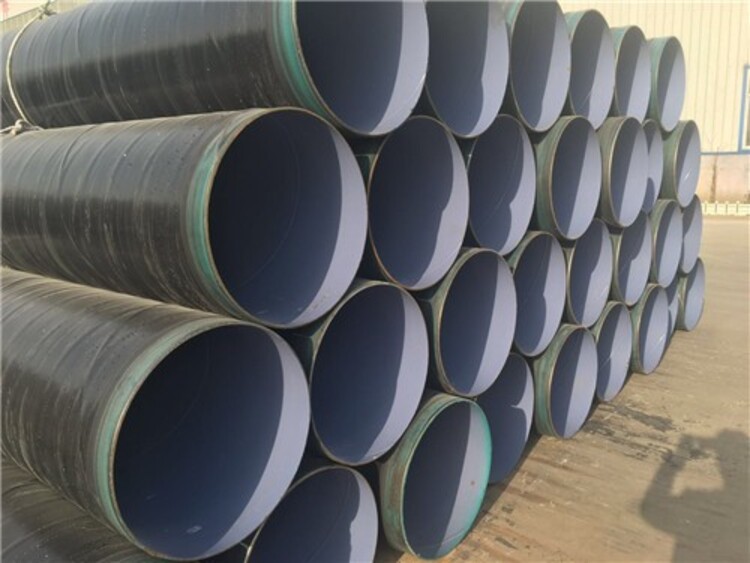
管道安裝施工工藝流程:
TPEP管道
清理——對口——氬弧焊打底——手工電弧焊——超聲波檢測——內連接涂層修補——外連接涂層修補——質量檢驗
1、清理:焊接吊運前,將管端保護器取下,將管端壓敏膠帶去掉,檢查內外焊接預留修補處銹蝕程度,達不到防腐要求時,預先處理,減少內壁焊接后處理的工作量。
2、對口:利用工裝將兩支鋼管端口對齊,防止焊接后錯邊。
3、氬弧焊打底:根據不同的焊接母材,選取焊絲牌號,進行氬弧焊打底。
4、手工電弧焊:根據不同的焊接母材,選取不同牌號的焊條進行填充補焊,每次填充厚度為3mm,進行多遍焊接。
6、內連接涂層修補:有兩種方式,一種是人工刷涂,另一種是機械噴涂。種冬天施工固化時間長,需要施工時間長,人工操作麻煩等原因,建議采用第二種方式。
a、主要設備:角磨機(配鋼絲輪)、噴涂設備、壓縮空氣機(>0.3MPa)、運載小車、干毛刷(2~5個)、2KW加熱電爐、接觸式測溫表。
b、主要材料:修補劑(A、B組分)、噴槍清洗劑、噴涂設備清洗劑。
7、外連接涂層修補:
a、主要設備:角磨機(配鋼絲輪)、干毛刷(2~5個)、烘烤槍、輥輪、電熱燈泡、接觸式測溫表等。
b、主要材料:雙組分底漆、稀料、熱收縮套、固定片、液化氣或壓縮天然氣罐等。
8、質量檢驗:檢驗合格后覆土填埋。