對于箱型柱鋼結構來說,這兩種檢驗方法:
要求焊縫外觀平整光潔,表面無裂痕,未焊透,未熔合、夾渣、飛濺等缺陷。
對于構件的焊接接接頭采用射線探傷和磁粉探傷,確認焊縫的寬度足夠(即熔合良好)。
箱型柱焊接過程中應當注意的六個問題
1、應確保電源有充分的容量使焊接電流、電壓不產生波動。
2、被焊區內要清除水、油、銹及其他有害異物。
3、不得使用潮濕或混有異物的焊劑和生銹的焊絲。不得使用吸濕、脫落、破損或變質的管狀焊條。
4、仔細調整熔嘴和坡口的相互位置,使坡口各個方面均可得到合適的熔深。焊接過程中牢固地保持熔嘴的位置不出現偏差,不和坡口發生短路。
5、墊板與壁板應盡可能密貼,其間隙控制在0.5mm以下,并用耐火泥對間隙進行密封處理。
6、焊接過程中,時刻注意渣池深度的調整,可采用添加焊劑的方法,使渣池始終保持適當的深度。
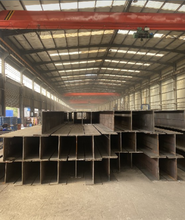
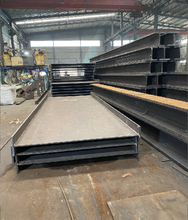
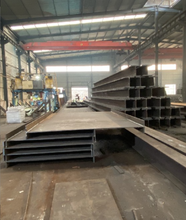
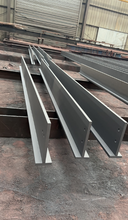
箱型柱為鋼框架結構中重要構件之一,內置隔板,要求四面全熔透焊接。一般情況下焊接加強隔板處都有對應的鋼梁(牛腿)與之連接,箱型柱在與之連接的鋼梁(牛腿)翼緣上下各600mm 的節點范圍內,箱型柱翼腹板間的主角縫也要求全熔透。因此正確的制作方法與合理的裝配順序尤為重要。