SHIMPO聲柏伺服電機無反應維修故障代碼 真誠的為客戶提供技術服務,安川機器人整流器維修,整流器的更換順序1.關掉DX100的抱閘,斷電后5分鐘以后再開始作業(yè),再次期間,不要觸摸端子部,2.確認整流器的充電指示燈(紅色的LED)熄滅,3.按以下順序取掉整流器上的全部電纜。 小功率二極管的N極(負極),在二極管外表大多采用一種色圈標出來,有些二極管也用二極管符號來表示P極(正極)或N極(負極),也有采用符號標志為[P",[N"來確定二極管極性的,發(fā)光二極管的正負極可從引腳長短來識別。
交流伺服電機通常是可靠的,并且需要更換很長一段時間。交流伺服電機上用戶只能維修的零件是電刷和軸承。如果內部繞組燒壞,則需要對交流伺服電機進行檢查。對交流伺服電機上的問題進行故障排除是相對簡單的,并且只要您具有自己動手做的能力,維修起來就不會太困難。
與客戶互動"的經營模式,我公司是一間集大型維修:日本三菱MITSUBISHI數控系統(tǒng),發(fā)那科FANUC數控系統(tǒng),西門子數控系統(tǒng),力士樂數控系統(tǒng),NUM數控系統(tǒng),海德漢數控系統(tǒng),廣數數控系統(tǒng),寶元數控系統(tǒng)。 檢查參數:P382電機冷卻P383電機溫度T1P384電機負載極限A033Overspeed在設定通道里的狀態(tài)字2r553中的位3速度實際值已超過大速度加上選定的滯后值超過了P804(超速滯后值)加上P452n/f(大正向速度)或P453n/f(大反向速度)提高大頻率的參數或減小發(fā)電負荷A034Se。 與調整的差值被儲存,如果發(fā)那科FANUC機器人帶各種不同負載工作,則對每個負載都進行[偏差",對于抓取沉重部件的夾持器來說,則對夾持器分別在不帶部件時和帶部件時進行[偏差",與調整時同樣的環(huán)境條件(溫度等)負載已裝在機器人上。
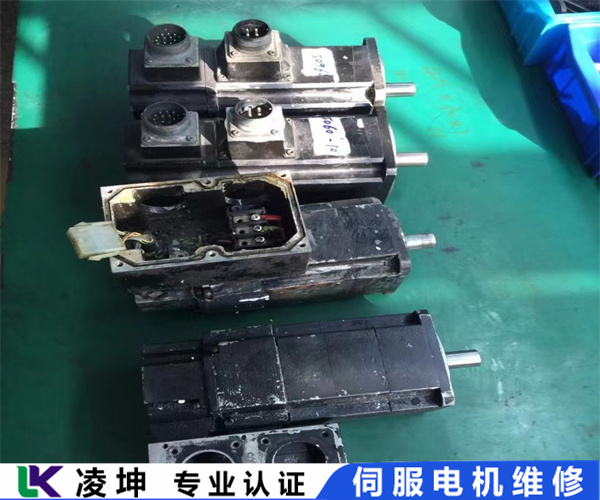
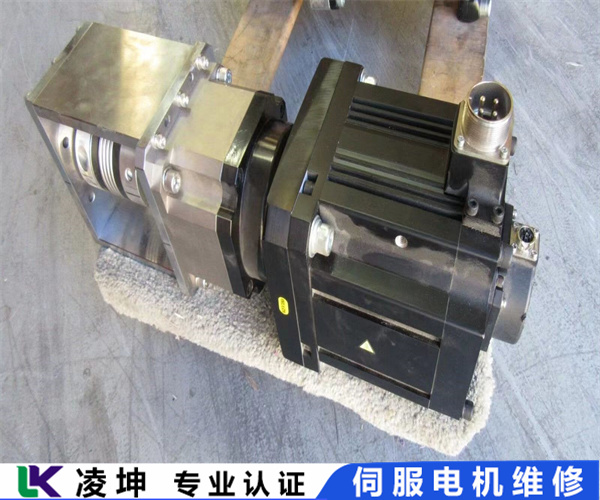
SHIMPO聲柏伺服電機無反應維修故障代碼
步驟1
找到連接電刷和交流伺服電機連接端子的電線。伺服電機的每一側在正面或背面都有一個。用螺絲刀卸下將電刷上的電線固定在電機端子上的螺釘,然后從端子上取下電線,以使電線松動。
步驟2
將一對尖嘴鉗插入電刷架,這樣就可以卸下將電刷固定到位的夾子。小心地拉出固定夾,因為固定夾下面有彈簧,這些彈簧會彈出并容易丟失。使用鉗子從電刷架上取下彈簧,然后用手指拉動電刷架內與電刷相連的電線,以便取下電刷。
步驟3
將新的電刷滑入電刷架,確保連接到它們的電線仍在電刷架的外面。
步驟4
將彈簧插入電刷架,然后將其進一步推入并用手指或小螺絲刀將其固定到位。繼續(xù)將彈簧固定在適當的位置,然后使用鉗子將夾子插入電刷架,以便牢固地固定電刷和彈簧。
步驟5
將電線的末端與電刷相反的一側放在交流伺服電機端子上。將螺絲裝回螺絲孔,然后使用螺絲刀將其擰緊。

東洋TOYO,基恩士KEYENCE,大洋TAIYODENKI,日機電裝NIKKIDENSO,日本電產SHIMPO,山田YAMADA,神視SUNX,富士FUJI,山武YAMATAKE,東方VEXTA,日電NEC。 準確地確定故障點,并及時排除,同時還提供三小時廉價快修,現場多系統(tǒng)測試,我們還針對不同的維修項目配備不同的專項人才,組建的特修小組,實施具有針對性與可行性的維修方案,維修項目進展順暢有效,為客戶提供的維修服務水準。 6)檢查程序存儲電池,(大于3.6V),7)優(yōu)化機器人伺服電機硬盤空間,確保運轉空間正常,8)檢測伺服電機按鍵的有效性,急停回路是否正常,顯示屏是否正常顯示,觸摸功能是否正常,9)檢測機器人是否可以正常完成程序備份和重新導入功能。 缺少相應的負載測試臺,所以用戶在選伺服電機維修的時候需要了解清楚服務商的技術實力,Kawasaki川崎伺服電機維修常見故障及解決方案(1)Kawasaki川崎伺服電機觸摸不良或局部不靈(更換觸摸面板)(2)川崎伺服電機無顯示(維修或更換內部主板或液晶屏)(3)Kawasaki伺服電機顯示不良。

R燈不亮。其他一切正常重新接好PWR燈信號線OK15.雙串口無法通訊錯用軟件所致16.主板松動觸摸面板固定支腳斷裂用膠粘合17.485串口通訊不良更換IC后仍無法通訊,主板故障18.觸摸屏上電無反應主板逆變器部分燒毀19.TPTP2對地短路,CPU燒損20通訊不良串口針腳歪斜,接觸不良導致無法通訊調整針腳誤用軟件所致22.畫面不能切換面板表面有裂痕導致觸摸不良派克SSD直流調速器跳閘報警維修PARKER派克SSD直流調速器維修歐陸590直流調速器維修常見跳閘報警故障處理辦法如下:OVERSPEED(超速報警F0001)速度反饋超過額定速度的125%啟動報警。故障多在丟失速度反饋信號。如模擬測電機損壞。
6SL3120-1TE15-0AA36SL3120-1TE15-0AB06SL31201TE150AA36SL31201TE150AB06SL3120-1TE21-0AA36SL3120-1TE21-0AB06SL31201TE210AA36SL31201TE210AB06SL3120-1TE21-8AA36SL3120-1TE21-8AB06SL31201TE218AA36SL31201TE218AB06SL3120-1TE23-0AA36SL3120-1TE23-0AB06SL31201TE230AA36SL31201TE230AB06SL3120-1TE24-5AA36SL3120-1TE24-5AB06SL31201TE245AA36SL31201TE245AB06SL3120-1TE26-0AA36SL3120-1TE26-0AB06SL31201TE260AA36SL31201TE260AB06SL3120-1TE28-5AA36SL3120-1TE28-5AB06SL31201TE285AA36SL31201TE285AB06SL3120-1TE31-3AA36SL3120-1TE31-3AB06SL31201TE313AA36SL31201TE313AB06SL3120-1TE32-0AA36SL3120-1TE32-0AB06SL31201TE320AA36SL31201TE320AB06SL3120-2TE13-0AA36SL3120-2TE13-0AB06SL31202TE130AA36SL31202TE130AB06SL3120-2TE15-0AA36SL3120-2TE15-0AB06SL31202TE150AA36SL31202TE150AB06SL3120-2TE21-0AA36SL3120-2TE21-0AB06SL31202TE210AA36SL31202TE210AB0西門子觸摸屏白屏維修、西門子觸摸屏閃屏維修、西門子觸摸屏碎屏維修。

SHIMPO聲柏伺服電機無反應維修故障代碼籠端環(huán)焊,釬焊前清理焊接部位,制作良好的45度坡度焊接用涂層溶劑。為了減小內應力,強度,低溫釬焊,加熱均勻。當溫度達到800℃時,使用45%銀焊料的銀電極來降低接觸電阻。當銀電極接觸接頭時,焊料會熔化并逐漸填充間隙。焊接4~5個接頭后,對接頭另一側進行180C焊接,交叉焊接。減少焊接后的殘余應力。釬焊后,當端環(huán)冷卻到180度時,用10%檸檬酸水溶液清洗并吹干。保護環(huán)由磁性鋼圈制成。工藝要規(guī)范,安裝熱套筒,厚度2~3mm,厚度不得超過鐵芯。無緯紗玻璃帶束縛。緯紗玻璃帶束縛厚度0.17mm,25(或15,mm)。將轉子置于束縛機上,通過張力裝置將無緯紗玻璃帶拉向轉子。調節(jié)適當的張力和轉速。然后對轉子進行纏繞和約束。 kjgsegferser












