關鍵詞 |
臨夏中高桿燈,中高桿燈報價,中高桿燈定制,中高桿燈定制 |
面向地區 |
全國 |
燈桿原材料
泰耀照明板材整卷、開平、管材
開平是指燈桿制作前的原材料,一般是卷板,經過開平設備進行開平成長方形板材(長寬根據不同的桿形要求進行下料)
開平時需要盡量保持板材的相對平整,不可有波浪形態出現,板材厚度要達標,大誤差不大于國標規定厚度的15絲,如4mm厚,國家規定不得低于3.85mm
材質分為Q235、355、S460-國標、GR65-美標460、
Q235:屬于一種低合金鋼,鋼材屈服強度為235MPa,抗拉、壓、彎和強度略低于345,
Q345:屬于一種低合金高強度結構鋼,鋼材屈服強度為345MPa,抗拉、壓、彎和強度優于235 S460-:S460Q鋼板是調質高強度鋼板,鋼材屈服強度460MPa,但Q460的可焊性不好
(一個大氣壓是1kg,等于0.1MPa, 235MPa=2350kg)
泰耀照明法蘭:法蘭材質一般是Q235,法蘭大誤差25絲(比如10mm,要達到9.75mm以上),法蘭下料分為剪沖下料、等離子切割下料以及激光切割下料三種
泰耀照明煎沖下料:為常規下料工藝,一般采生煎板機及沖床下料,優點:,運行成本低(加工成木低)缺點:邊緣不整齊有毛刺和缺角,不平整腰孔處一般有翹角現象,每塊法蘭之間誤差較大,一致性差,中間焊接孔一般需要人工火焰切割,度差。
等離子切割:一般采用板材離子設備進行切割下料,優點:切割速度相對較快,邊緣及腰孔及中心孔都比較光滑,相對。缺點:加工成本相對較高,四周及開孔處都有一定的坡度,板材越厚,坡度相對越明顯。每塊法蘭的起火點(穿孔)都有一個小的豁口,有一定的刮渣,需要后期打磨處理。
泰耀照明激光下料:采用板材上激光設備進行下料,優點:效率較高,所有的切割孔都比較光滑平整垂直,加工成本較低。缺點:前期設備投入較大,板材厚度越高,需要激光功率越大。
焊接制作
泰耀照明焊接工藝分為氣保焊 、氬弧焊、激光焊、電焊
焊接順序:精工下料后根據不同的桿形先做工裝,進行首件打樣(參與人員有技術部負責人生產部負責人質檢負責人及一線焊工組組長)。確認無誤達標后方可進行批量生產。
泰耀照明打磨:一般采用角磨機、磨頭鉆進行人工打磨至光滑平整。
泰耀照明成品檢測:各部位尺寸再次核驗并填寫檢查結果數據表-表面處理是否符合可出廠標準,不合格則進行返修處理
成品包裝:1、普通包裝2、毛毯或毛氈包裝、3、打木托、4、 木架、
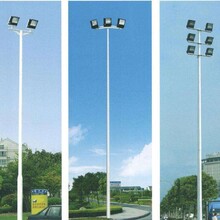
高桿燈一般是指15米以上鋼制錐形燈桿和大功率組合式燈架構成的新型照明裝置。它由燈頭、內部燈具電氣、桿體及基礎部分組成。燈頭造型可根據用戶要求、周圍環境、照明需要具體而定;內部燈具多由泛光燈和投光燈組成,光源采用NG400高壓鈉燈,照明半徑達60米。桿體一般為棱錐形體結構,用鋼板卷制而成,高度為15—40米,多為兩到三節構成。
系統中的電路的導電體廣泛采用銅基鍍銀,以電氣連接的良好接觸。升降式高桿燈的升降系統是通過電動機、(電磁制動式)蝸輪蝸桿減速器、安全聯軸器、主鋼絲繩、副鋼絲繩、分繩器及動滑輪組等部件驅動燈盤的升降。蝸輪蝸桿減速器的自鎖能力強,傳動緊湊,傳動比很大,為了減小蝸輪、蝸桿變速比,減小上升扭矩,特別增加了一組動滑輪,使燈盤的升降速度小于0.2米/秒。