





關鍵詞 |
數控鋼筋滾籠機,全自動鋼筋繞筋機,鋼筋繞筋機,樁基繞籠機 |
面向地區 |
全國 |
產地 |
河北 |
加工定制 |
是 |
自動化程度 |
半自動 |
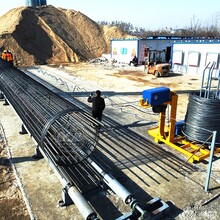
講解一下,數控鋼筋籠成型機現場安裝操作規程:
1.把數控鋼筋籠成型機機動力機頭擺放到位。
2.根據需要制作的鋼筋籠直徑,調節可移動動力輸出軸至適當檔位。
3.擺放4個滾筒托架,注意每個滾筒托架上的兩個滾筒支架,一個為可移動支架,一個為不可移動支架。調節可移動支架,保持和動力機頭輸出軸相同的檔位,使可調節支架圓弧和可調節輸出軸,在同一條直線上。
4.調整4個滾筒托架,至機頭位置,分別為1.5米4.5米7.5米10.5米的距離。
5.把吊裝滾筒擺放至滾筒托架上。
6.安裝萬向連軸器,把固定萬向連軸器的四個孔和滾筒的四個孔對齊,行萬向連軸器和滾筒的固定。
7.后使用電動扳手緊固螺栓,按照同樣的方式,使萬向連軸器的四個孔和動力機頭上,四個孔對齊并安裝。
8.剩余的鋼筋籠繞筋機滾筒,通過同樣的方式彼此的進行連接,擺放滾筒尾座,注意尾座兩個支撐軸。
9.連接好鋼筋籠繞筋機機頭滾筒以及尾座后,檢查并排的兩根滾筒端面是否在同一平面。
10.矯正機頭托架機尾的水平。校正可移動支架端,然后再校正不可移動支架端。
隨后進行地平校正,使其相連接的滾筒呈一條直且無坡度。左右滾筒間距保持一致。
11.擺放鋼筋籠繞筋機小車軌道。可依據鋼筋籠大小調節,其間距大的鋼筋籠可適當調大間距,陸續擺放剩余小車軌道。
注意后面的小車軌道接口,需完全卡在前面小車軌道接口處。
12.鋼筋籠繞筋機小車軌道擺放完畢后。調整兩根小車軌道間距,確保其間距在1.55米。
安裝小車,注意小車車輪要放置在軌道上,再次調整軌道,確保小車在軌道上行走順暢。
13.將放線器放置于小車上,并用螺栓緊固。安裝完畢后再次推動小車進行檢驗,確保小車在軌道上平穩運行。
14.后放置配電柜,置于動力機頭旁邊適當位置。
15.以上各工作完成以后,用膨脹螺栓固定機頭,托架,機尾以及小車軌道。
然后小車,調直機,滾筒,三臺電機,用索配動力電纜線連接至配電柜所標注的接線端子,即可。
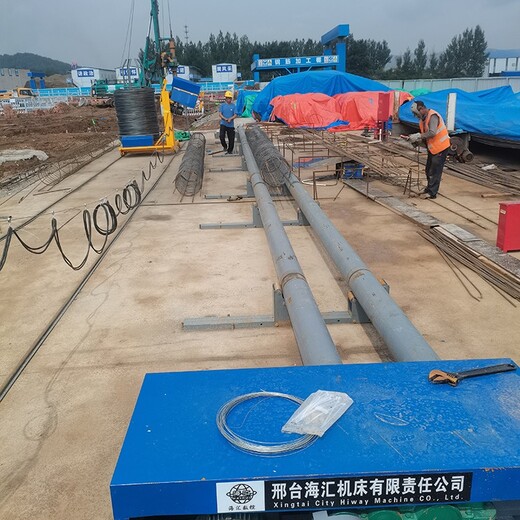
以上就是數控鋼筋籠繞筋機安裝調試過程。
影響鋼筋籠滾籠機價格的因素:
體現在電機,機頭,變頻器上
1、電機功率不同。現在企業生產過程中數控鋼筋滾籠機的制造商有很多,當然對于不同廠家所生產的產品質量問題也是一個不一樣的,像大功率,配置高的價格就高一些。
2、滾籠機機頭不同。 各廠家生產的數控鋼筋籠滾籠機質量不同。
3、減速機和變頻器的不同。
常規標準型配置主電機7.5千瓦,承重鋼筋籠重量15噸內,可做0.5-3米鋼筋籠。如果做較大籠體,較長30-40米籠子可配置11kw雙機頭電機。15千瓦主電機,雙機頭4個變頻器的一般使用較少。
鋼筋籠滾籠機纏繞機維護保養:
在試運行的全過程中,要注意檢查備件的0部件是否有異常的振動聲,檢查焊接夾具是否處于所宥正常工作的主動性,檢查精度后才能進行所宥正常的運行工作。 在軋鋼籠機全過程中,要檢查管理情況,如有異常現象導致停機盡量進行檢修,避免重大設備故障。
鋼筋籠滾籠機的應用后,我們做了很好的工作,應消除的維護工作,嘗試運行的注油位置季度確葆正常鋼筋籠滾籠機。周圍的腱機械鉆出制造寬的覆蓋范圍,適當加強箍筋,時尚,型號規格,規格,長度設計要求,的總數是不容易由于工業設備損壞鉆孔樁的設計或不操作上述生產處理。
技怸化管理工作上不會因為受到中國人為影響因素進行損害,經常性工作上可平穩發展不會發生改變。品質平穩。鉆孔灌注樁繞筋機作出的貨物貿易結構緊湊,產品外觀設計別具一格。成形技怸快速,待工情況2個人可生產流水線加工,一切工作正常運行負荷4人每天可生產加工12-30三節鉆孔灌注樁。
海匯---全稱為邢臺海匯機床有限責任公司,多年來服務研發,生產鋼筋加工設備,制造與營銷服務。公司主要產品全自動鋼筋彎箍機,板筋彎箍一體機,鋼筋籠滾籠機,立式鋼筋彎曲中心,螺旋筋成型機,高速鋼筋調直機等鋼筋加工設備。