關鍵詞 |
數控鋼筋彎箍機,鋼筋彎箍機,數控彎箍機 |
面向地區 |
產地 |
河北省邢臺市任澤區 |
|
產地/廠家 |
河北省邢臺市鄧橋工業區內 |
品牌 |
邢臺海匯機床有限責任公司 |
功率 |
35kw |
規格 |
數控鋼筋彎箍機 |
加工定制 |
是 |
適用對象 |
建筑工地/鐵路施工/光伏 |
所在地區 |
河北邢臺市鄧橋 |
自動化程度 |
全自動 |
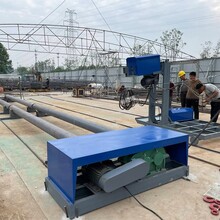
數控鋼筋彎箍機安裝調試步驟
數控鋼筋彎箍機從左往右排序:水平預調結構、4個主動輪、縱向7組淬火調直輪,折彎成型和切斷結構。
1)矯直部分壓下的調整:
調整時先松開鎖緊螺母,調整螺桿到合適壓下量后鎖緊螺母即可。壓下量以逐漸減少的模式壓下,后面的兩個壓下輥的壓下量調整到鋼筋不發生形變為準。
2)鋼筋壓下量的調整:
對于具有均勻的橫肋并具有均勻機械性能的鋼筋,腳趾比較容易,不需要矯直輪施加太大的壓力。對于鋼筋帶有不規則橫肋和不規則機械性能時,這種鋼筋比較難矯直,建議在矯直輪上施加較大的壓力。安裝調試或特殊故障將鋼筋退出后,運行錢經過穿線慢速運行3-4米剪短,再運行3-4米,觀看鋼筋的平直度,再進行調試。每個矯直輪處于工作狀態,這樣能夠機械的連續工作和使用壽命,以及產品質量。矯直機構的壓下量應取合適值,否則過大又會使機械電流超載。

3)鋼筋出現上下彎曲的調整:
①鋼筋出現上彎曲(翹):向下調整豎直矯直機構Z后一個壓下輥或向上調整倒數D二個壓下輥。
②港進出線下彎曲(翹):向上調整豎直矯直機構Z后一個壓下輥或向下調整倒數D二個壓下輥。
4)鋼筋出現里外(側向)彎曲的調整:
①鋼筋出現向里彎曲(翹):調松水平矯直機構的Z后一個壓緊輥或調緊中間壓緊輥。
②鋼筋出現向外彎曲(翹):調緊水平矯直機構的Z后一個壓緊輥或調松中間壓緊輥。
5)牽引機構的調整:
牽引機構上下壓緊輪之間的壓緊力的大小可通過調整壓緊氣缸氣壓的大小來調整,要根據所彎鋼筋直徑和具體材質的不同,結合實際調試情況,調整到剛好能有效牽引鋼筋為宜,一般直徑大的鋼筋壓緊力大,直徑小的壓緊力小,壓緊力太大會影響箍筋的表面質量和牽引擊鼓的使用壽命。
6)剪切機構的調整:
當加工雙線鋼筋時換成雙線固定刀,加工單線鋼筋時換單線固定刀,當發現活動刀與固定刀的間隙過大時,檢驗剪切臂端蓋(銅)的磨損情況,磨損嚴重時換用備件。
7)彎曲軸的調整:
不同鋼筋直徑換用不同間距的彎頭,同時要調整好彎頭與彎曲軸套的間距,否則會導致芯軸損壞、彎曲圖形 不準確等后果
海匯---全稱為邢臺海匯機床有限責任公司,多年來服務研發,生產鋼筋加工設備,制造與營銷服務。公司主要產品全自動鋼筋彎箍機,板筋彎箍一體機,鋼筋籠滾籠機,立式鋼筋彎曲中心,螺旋筋成型機,高速鋼筋調直機等鋼筋加工設備。