





關鍵詞 |
鋼筋纏繞機,半自動鋼筋滾籠機,鋼筋數控滾籠機,鋼筋卷籠機 |
面向地區 |
全國 |
自動化程度 |
半自動 |
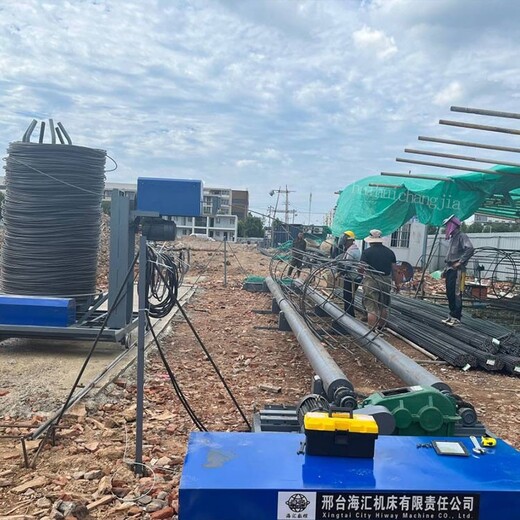
數控鋼筋滾籠機是由一對滾筒和與之協調一致的箍筋分配機組合成的。調整好箍筋分配機的行走速度并與滾筒機的轉速匹配后,由電機分別帶動滾筒上的鋼筋籠骨架轉動,隨著骨架轉動,牽引著箍筋分配機上的箍筋,使箍筋均勻地纏繞在鋼筋籠骨架上,形成尺寸偏差穩定的符合要求的鋼筋籠。
該設備是一種制作鋼筋籠成型的自動化鋼筋加工設備,12-40米樁基骨架均可繞筋成型,纏繞間距調節方便。
講解一下,樁基籠繞筋機的操作流程介紹,和按鍵使用介紹。
1.給設備配電柜接上主電源,仔細檢查所接線路無誤,即可通電試機。
2.點擊綠色啟動按鍵,然后再點擊大車正轉按鍵,此時顯示屏上大車正轉閃爍。
注意大車正轉是滾筒向小車軌道方向轉動,即為正轉;反之則為反轉。
3.點擊紅色停止按鍵,滾筒停止轉動。
4.點擊綠色啟動按鍵,然后再點擊小車正轉按鍵,小車開始啟動。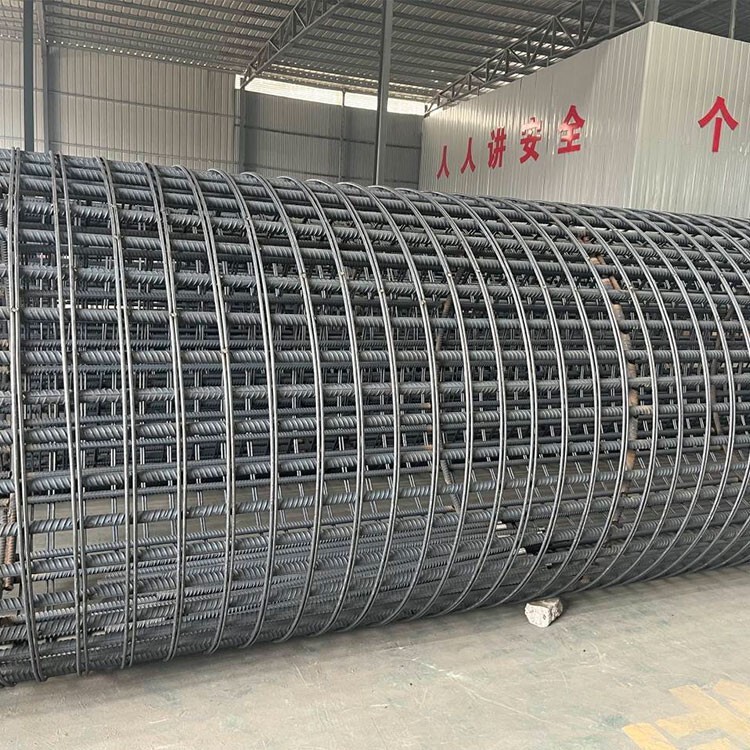
4.點擊綠色啟動按鍵,然后再點擊小車正轉按鍵,小車開始啟動。
注意小車正轉方向為從動力機頭處出發,到機尾處,為正轉反之則為反轉。
5.點擊紅色停止按鍵,小車停止行走。
6.點擊綠色啟動按鍵,然后再點擊調直正轉按鍵,調直機構開始啟動。觀看調直電機扇葉順時針為正轉,逆時針為反轉。
7.再次點擊調直正轉或者停止按鍵,當前所運作的設備即可停止。
8.點擊綠色啟動按鍵,然后再點擊一鍵啟動按鍵,此時大車電機,調直電機,小車電機,同時啟動并運轉。
測試各個電機轉動方向是否正確
9.以后若有轉向有誤的調整該電機的相序,然后依據說明書調節參數,使纏繞出滿足要求的繞筋間距。
以上就是,樁基籠繞筋機的操作流程說明和按鍵使用介紹,后續使用過程中有不懂的可聯系我司技術部門解決。
講解一下,鋼筋籠繞筋機現場安裝操作規程:
1.先把鋼筋籠繞筋機動力機頭擺放到位。
2.根據需要制作的鋼筋籠直徑,調節可移動動力輸出軸至適當檔位。
3.擺放4個滾筒托架,注意每個滾筒托架上的兩個滾筒支架,一個為可移動支架,一個為不可移動支架。調節可移動支架,保持和動力機頭輸出軸相同的檔位,使可調節支架圓弧和可調節輸出軸,在同一條直線上。
4.調整4個滾筒托架,至機頭位置,分別為1.5米4.5米7.5米10.5米的距離。
5.把吊裝滾筒擺放至滾筒托架上。
今天分享一下鋼筋籠繞筋機的調試過程
1、將鋼筋盤圓入鋼筋籠繞筋機調直機構調直框時,前端應扳至80公分,否則很難入鋼筋調直框,進口兩調直輪鋼筋在中心位置,出口兩調直輪也鋼筋在中心位置,中間四調直輪讓鋼筋形成波浪形。調試好之后扭緊螺絲,防止調直框在轉動中出現螺絲飛出現象,造成危險。看鋼筋是否調直,不能出現調直出來的鋼筋有S彎出現。繞筋頭部焊在籠子上,一定要焊牢固,防止脫落。
2、用遙控器讓機器一鍵啟動,在行車速度一定的情況下,通過調直電機的快慢來,繞筋盤在鋼筋上緊固。用手使勁拉盤圓,盤圓在鋼筋籠上有二到三毫米的移動,不能過緊,過緊容易引發事故。
3、行車速度和調直速度配合好之后,再通過行車電機的加減速來籠子上的間距合適。間距不對,就在適當的調一調。繞筋機是組裝的,一定要把機器整體調平,否則會嚴重影響使用壽命。繞筋機連接是萬象節,從頭到尾允許五公分誤差。這樣鋼筋籠繞筋機的調試就完成了。
鋼筋籠繞筋機總結要點:
一、機器水平做好。
二、機頭架,機尾固定好。
三、籠子轉動勻速。
四、行車速度和調直速度配合好。
數控鋼筋籠繞筋機故障維修:
數控鋼筋籠滾焊機在作業時出現掉刀頭現象正確處理方法:慢慢的調節鋼筋籠滾焊機的動刀感應開關直至刀頭回到正常的位置。鋼筋籠滾焊機的矯直輪調直法一般都是采用波浪形調直法,但波浪不可過大否則增加牽引阻力,造成牽引不動牽引輪打滑鋼筋斷裂。數控鋼筋籠滾焊機出現跑絲現象正確處理方法:檢查下鋼筋籠滾焊機是否是應為壓滾簧過緊,滑道拉簧過松,或者是滑道下邊拖絲鋼棍不到位,滑道不滑動。鋼筋出筒后如頭往,調節上邊一組輪適當往下壓,如果出筒之后鋼筋往下翹,調節下邊一組輪適當的往上頂,始終使鋼筋出頭端呈水平狀態。數控鋼筋籠滾焊機出現彎絲現象正確處理方法:可以下調直塊的角度,看是否和調直器,壓滾槽在一條直線。
數控鋼筋籠繞筋機正確操作:
1.在操作繞籠機之前檢查電氣接線是否有異常老化、現象,如有需要及時的更換,檢查螺絲螺栓是否有松動如有及時的擰緊。2.在正常工作之前我們應該進行試運行15分鐘,在試運行的過程中注意檢查零件部件是否有異常的振動聲響,檢查各工位是否處于正常的工作狀態,檢查無誤后即可正常運行工作。3.在鋼筋籠繞籠機工作的過程中我們應該及時的觀察運行狀況,如有異常情況的發生須停機進行檢修,避免造成大的故障。

全國數控鋼筋滾籠機熱銷信息














