關鍵詞 |
鋼筋纏繞機,鋼筋地籠機,鋼筋繞絲機,數控滾籠機 |
面向地區 |
全國 |
自動化程度 |
半自動 |
4.點擊綠色啟動按鍵,然后再點擊小車正轉按鍵,小車開始啟動。
注意小車正轉方向為從動力機頭處出發,到機尾處,為正轉反之則為反轉。
5.點擊紅色停止按鍵,小車停止行走。
6.點擊綠色啟動按鍵,然后再點擊調直正轉按鍵,調直機構開始啟動。觀看調直電機扇葉順時針為正轉,逆時針為反轉。
7.再次點擊調直正轉或者停止按鍵,當前所運作的設備即可停止。
8.點擊綠色啟動按鍵,然后再點擊一鍵啟動按鍵,此時大車電機,調直電機,小車電機,同時啟動并運轉。
測試各個電機轉動方向是否正確
9.以后若有轉向有誤的調整該電機的相序,然后依據說明書調節參數,使纏繞出滿足要求的繞筋間距。
以上就是,樁基籠繞筋機的操作流程說明和按鍵使用介紹,后續使用過程中有不懂的可聯系我司技術部門解決。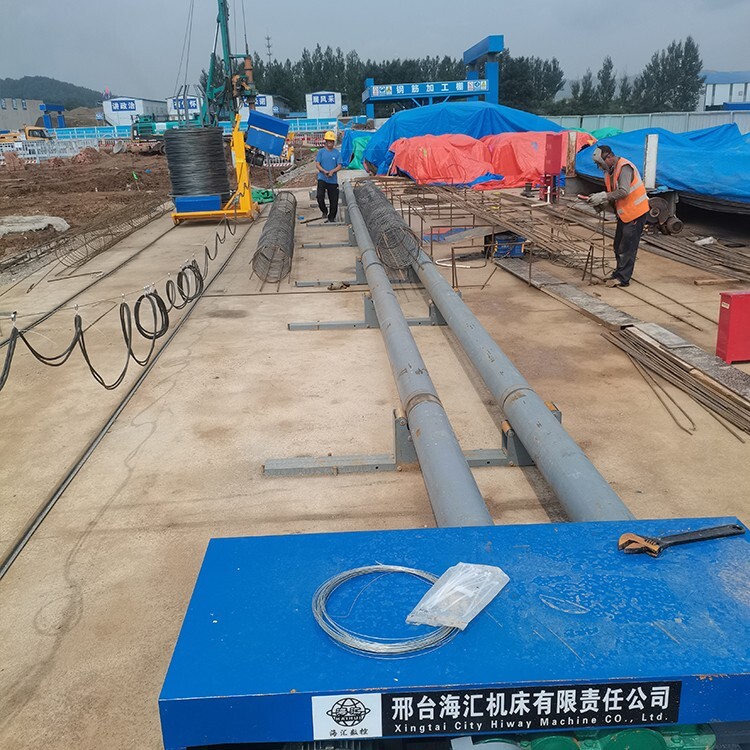
6.安裝萬向連軸器,把固定萬向連軸器的四個孔和滾筒的四個孔對齊,行萬向連軸器和滾筒的固定。
7.后使用電動扳手緊固螺栓,按照同樣的方式,使萬向連軸器的四個孔和動力機頭上,四個孔對齊并安裝。
8.剩余的鋼筋籠繞筋機滾筒,通過同樣的方式彼此的進行連接,擺放滾筒尾座,注意尾座兩個支撐軸。
9.連接好鋼筋籠繞筋機機頭滾筒以及尾座后,檢查并排的兩根滾筒端面是否在同一平面。
10.矯正機頭托架機尾的水平。校正可移動支架端,然后再校正不可移動支架端。
隨后進行地平校正,使其相連接的滾筒呈一條直且無坡度。左右滾筒間距保持一致。
11.擺放鋼筋籠繞筋機小車軌道。可依據鋼筋籠大小調節,其間距大的鋼筋籠可適當調大間距,陸續擺放剩余小車軌道。
注意后面的小車軌道接口,需完全卡在前面小車軌道接口處。
12.鋼筋籠繞筋機小車軌道擺放完畢后。調整兩根小車軌道間距,確保其間距在1.55米。
制作鋼筋籠你還在用手工捆綁嗎
你們還在用什么方法制作鋼筋籠?監理有說過,你們的鋼筋籠間距不符合規范嗎?
隨著時代的發展,和國家基礎建設的發展,越來越多的項目部開始使用標準化生產設備,數控鋼筋滾籠機的出現,彌補了過去機器制作鋼筋籠的空白,很好的替代了人工綁扎鋼筋籠!
同時,在鋼筋籠滾籠機的加持下,使得施工隊,都很好地完成了任務,使得業主看到使用智能化加工設備,建設出來的規范化工廠和項目,得到了肯定。
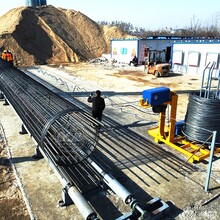
1、鋼筋籠繞筋機是制作鋼筋籠的設備,可以制作直徑0.3米到5米的鋼筋籠。
2、采用PLC數字化控制可以調整焊接速度、任意改變繞筋間距和繞筋根數等操作,只需在觸摸屏上進行設定。
3、只需要1人就可以完成制作鋼筋籠,可以節省3-8名人工,而且節省原材料,大大降低了施工成本。
4、數控鋼筋滾籠機又稱為鋼筋籠滾籠機,鋼筋籠成型機,鋼筋繞筋機!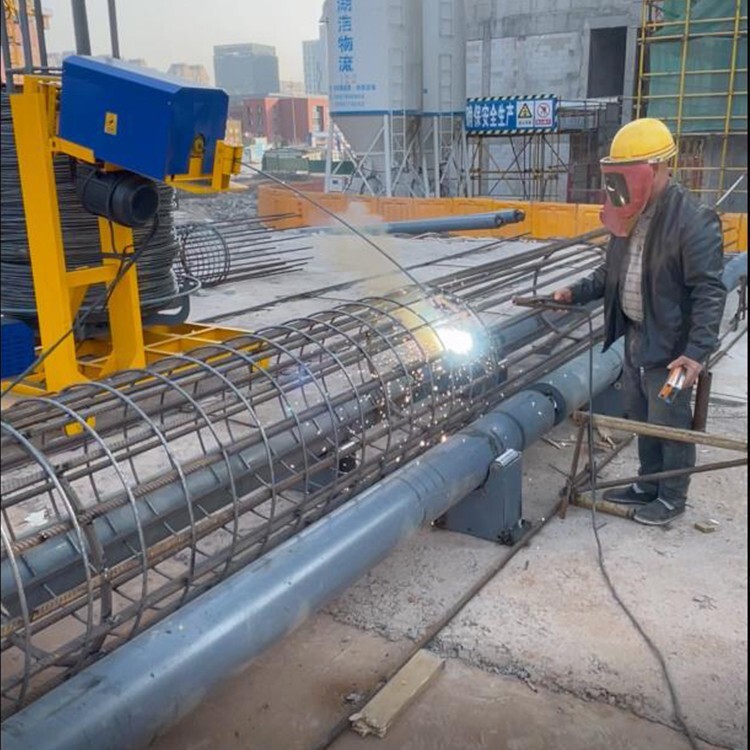
數控鋼筋籠繞筋機生產出來的鋼筋籠是標準的,不管是主筋間距還是繞筋間距誤差很小,焊接速度快,可采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。
鋼筋籠繞筋機所以使用時故障發生的幾率很低,有著率,低消耗,噪聲小、震動小的特點。鋼筋調直彎鉤一體機在操作時一般需要兩個人完成,操作簡單,路橋鋼筋籠繞筋機 鋼筋籠滾焊成型機 鋼筋滾籠機 簡易鋼筋裹籠機廠家方便移動。在建筑、橋梁等大型的土木工程建設中起到了重要的作用,加快了工程的進度。
設備采用模塊化設計,上料架、主機、下料機間可快速拆裝,各部件均可方便地整體吊運,設備的轉運方便,快速且在端部500mm長度范圍內應圓直,杜絕彎曲,更嚴禁將氣割或切斷機下料的端頭直接加工,1mm以內,在調直大直徑鋼筋時應控制在在卡板弧面上按主筋設計間隔位置制作支托主筋的卡位,卡位厚度為鋼筋彎箍機開機前要仔細檢查設備是否正常,連接螺栓是否緊固可靠,氣管有無泄漏!如果行走速度為1200 mm/min,則理論焊接時間為10分鐘。
數控鋼筋滾籠機產品特點
1、與傳統手工綁扎、手工焊接制作的鋼筋比,節省大量的工人現場綁扎和焊接步驟。降低了人工現場作業量,節約人工資源。使鋼筋籠的質量更加有;技術,施工快捷,轉運方便;
2、該設備是采用摩擦傳動原理--即鋼筋籠平置于兩組輥輪動力托輥之間轉動,的電動托架,高度自由調節,線材與主機勻速進行;速度快,質量穩定;結構簡單,適應能力強,勞動強度低;控制界面簡單直觀,便于操作。
3,數控鋼筋滾籠機做出的產品結構緊湊,造型美觀。機械化作業不受人為因素影響,長時間工作可穩定不變。質量穩定。
4,成型速度快,待工狀態2個可全程生產,正常工況3-6人每天可生產10-20多節鋼筋籠。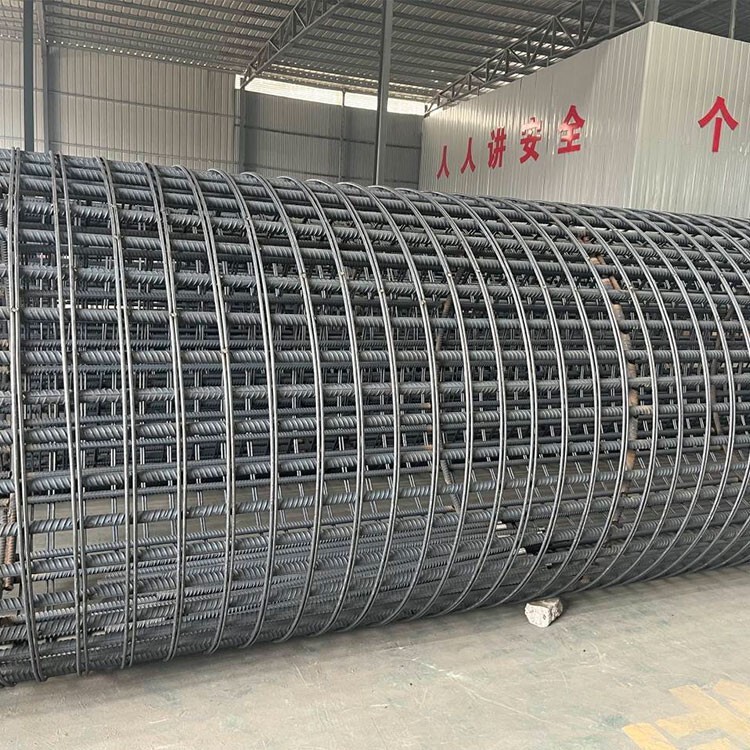
數控鋼筋籠繞筋機故障維修:
數控鋼筋籠滾焊機在作業時出現掉刀頭現象正確處理方法:慢慢的調節鋼筋籠滾焊機的動刀感應開關直至刀頭回到正常的位置。鋼筋籠滾焊機的矯直輪調直法一般都是采用波浪形調直法,但波浪不可過大否則增加牽引阻力,造成牽引不動牽引輪打滑鋼筋斷裂。數控鋼筋籠滾焊機出現跑絲現象正確處理方法:檢查下鋼筋籠滾焊機是否是應為壓滾簧過緊,滑道拉簧過松,或者是滑道下邊拖絲鋼棍不到位,滑道不滑動。鋼筋出筒后如頭往,調節上邊一組輪適當往下壓,如果出筒之后鋼筋往下翹,調節下邊一組輪適當的往上頂,始終使鋼筋出頭端呈水平狀態。數控鋼筋籠滾焊機出現彎絲現象正確處理方法:可以下調直塊的角度,看是否和調直器,壓滾槽在一條直線。