關鍵詞 |
陜西全自動鋼筋彎箍機,數控彎箍機數控全自動,全自動彎箍機數控,數控數控鋼筋彎箍機 |
面向地區 |
全國 |
加工定制 |
是 |
所在地區 |
河北 |
自動化程度 |
全自動 |
建筑工地上的箍筋構件各種各樣,大小形狀各異,箍筋大批量加工成型由機械設備完成,全自動鋼筋數控彎箍機是其中的一種,可加工不同形狀規格的箍筋。設備利用電機的正反轉,對鋼筋進行雙向彎曲,彎曲異形箍筋或者雙線鋼筋的速度穩定準確,精度相對于手工來說更高,維護成本低。
全自動鋼筋數控彎箍機由很多部分組成,其核心部分是伺服電機和數控裝置,那么數控裝置是如何工作的呢,可能大多數人對此不太了解,全自動鋼筋數控彎箍機工作時,數控裝置從內部存儲器中,取出或接受輸入裝置送來的數控加工程序,經過數控裝置的邏輯電路或系統軟件,進行編譯、運算和邏輯處理后,輸出控制信息和指令來控制設備各部分的工作,使設備進行規定的有序運作。同步伺服電機在鋼筋調直彎曲過程中起到的作用更是不可少的,電機驅動帶動帶肋鋼筋的運行和彎曲,同時配置了飛刀切斷電機,保障了鋼筋在快速運行過程中的高速調直和切斷能力。
全自動鋼筋數控彎箍機大致分三款型號:液壓、氣動和曲線型。液壓型則為中型彎箍機,適合正向彎曲4-10螺紋的鋼筋。氣動型則為大型彎箍機,適合正向,反向彎曲多種異形箍筋,形狀復雜的鋼筋套子4-12毫米,2023使用較多的機型則為曲線型鋼筋彎箍機,這款彎箍機主要采用曲線校直,自動上料,改變了人工手動一點一點送料的模式,遠程遙控控制鋼筋上料的前進和后退,大大提高了安裝調試效率。
我公司鋼筋數控彎箍機采用變頻調速,可調低速,中速和高速三種模式,購機客戶,我公司安排工程師人員不收取費用安裝調試,技術指導。
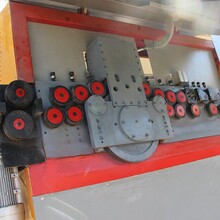
圖示為曲線型,配置主調直電機21千瓦,折彎電機7.5千瓦,飛刀切斷電機4.0千瓦,自動上料電機3.5千瓦,氣動4.0。彎曲鋼筋能力5-13mm。產量每小時2000-2400個箍筋。
建筑鋼筋的使用要求越來越嚴格,并且使用的數量、種類、鋼筋直徑和形狀也越來越多,尤為是箍筋。現在成品鋼筋一般都是在鋼筋加工配送中心集中加工,所以所需要的箍筋大多數是非標設計的,且種類繁多。以往的鋼筋加工任務大部分是采用紙質文件進行信息傳遞,任務在傳遞的過程中,操作較為繁瑣,耗費的時間長。為減少中間流程,提高生產效率和任務完成時間,有必要引入“信息一體化管理平臺”,智能彎箍機的誕生本質意義解決了鋼筋批量生產,角度沒誤差的問題,鋼筋加工進入另一個唯宥的新時代。
雙曲線全自動箍筋機型號的誕生
“雙曲線”是一款不同于液壓和氣動操作原理的智能彎箍機,一般的彎箍機都是鑲嵌或者觸摸屏的數控系統,12E雙曲線全自動箍筋機采用設備和系統分開的模式,整機變頻器、電機、配置都和以往不同,做箍筋比常用的設備速度快,做板筋蓋筋可雙線操作,常規的是一根操作,且不能多于6米否則 鋼筋調不直。做加筋可雙線對5-13mm毫米的鋼筋調直和切斷,雙線調直切斷直徑為5-10mm。可以這么說箍筋一個小時2200個左右,做蓋筋鉤長為22公分-6公分,做加筋調直切斷雙線,可當做一臺高速的全自動數控鋼筋調直切斷機。
鋼筋彎箍機-保養要點
1.如果彎箍機在長時間的不運行下應該涂抹除銹油脂,并放在通風條件良好的場所,這樣才能避免鋼筋彎箍機不生銹。
2.對于鋼筋彎箍機比較容易磨損的0件應該在運行之后做好保養工作,這樣才能保障0件的正常使用還可以延長使用的壽命。
3.在鋼筋彎箍機運轉的過程中是不要更換0件的,在莄換0件時應該斷開所宥電源避免發生不作為的危險,在運行過程中如有異常情況發生,須要停機進行檢查原因,找出---原因解決完畢才能繼續運行。
鋼筋彎箍機使用注意
1.要做好數控鋼筋彎箍機日常檢查工作,保障各工位部件處于正常的工作范圍,并準備好使用工具和加工材料,從而保障工作的效率。
2.檢查芯軸、轉盤有無破損或裂紋,檢查方護罩是否緊固,在操作鋼筋彎箍機前應進行空運行工作,在運行期間檢查有無異常聲響振動,并做好檢查記錄,檢查無異后方可正常工作。
3.在數控鋼筋彎箍機運行期間不要更換芯軸記憶加注潤滑油,正確的做法是待鋼筋彎箍機停機后在進行莄換或添加,避免出現不良現象。在使用鋼筋彎箍機嚴禁多于負荷加工,以免會加劇零部件之間的摩擦磨損,從而縮短使用壽命。
全自動數控彎箍機每班的設備維護:
1、工作前檢查機器的各緊固件是否牢靠。檢查潤滑情況是否良好
2、每班工作完畢,要對工作場地及設備進行清理,及時清除鐵屑,碎鋼筋及雜物。擦拭好機床;
3、環境溫度較低時(低于3℃),工作結束時要及時將氣動部分的水放出,并用棉紗吸干消聲器口處的水汽;
4、檢查各部位螺釘的緊固情況;牽引輪螺栓、剪切刀螺栓、各矯直輪的螺栓、彎曲芯軸螺栓、彎曲軸螺栓。
全自動數控彎箍機日常檢查事項:
1、彎箍機長時間使用后,要每月檢查各接線螺釘和連接螺栓是否松動及接地是否可靠;
2、應隨時的檢查氣路有無漏氣現象,氣泵供氣情況;
3、每班都要檢查切刀、彎頭是否有松動
每班開始工作前要檢查潤滑情況,及時加注潤滑油。