



關鍵詞 |
網片排焊機 |
面向地區 |
全國 |
品牌 |
其它 |
規格 |
其它 |
網片焊接機在、橋梁、鐵路高速等工程建設中起到快速焊接鋼筋網片的作用,運用電阻焊接原理使得橫縱搭接鋼筋熔焊成鋼筋網片,國內施工中沒有用到完全替代人工的鋼筋網焊網機,多是半自動型,經線有盤絲或者直條絲進料,其中數控網片焊接機與以往焊網機相比,焊接速度大大,1-2人就可以完成大直徑鋼筋網片。 (4)柱頭磨損太多、雜物太多、需修理柱頭。(5)柱頭各接線部位不良,需把各接頭部位清理干凈,螺絲上牢。2、開機運行不焊接(1)檢查焊接時間早晚。(2)檢查各變壓器接線是否正確。變壓器與柱頭正確接線為:變壓器輸出端上下所對應的一組接線柱為一回路。


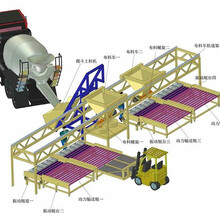
 鋼筋網排焊機采用同步控制技術,焊接時間與分控焊接均由自動化控制,人機界面,操作智能化、人性化。主體機架采用厚鋼板與型材焊接而成,使主體結構更為牢固、緊湊。采用變頻調速剎車電機配合斜齒輪減速機連接主軸,使焊接更加、。焊接電力電子控制采用了一次壓緊分控送電的,即在焊接同一排緯絲時,將焊接變壓器分開工作,以減小對電力變壓器的要求。
鋼筋網排焊機采用同步控制技術,焊接時間與分控焊接均由自動化控制,人機界面,操作智能化、人性化。主體機架采用厚鋼板與型材焊接而成,使主體結構更為牢固、緊湊。采用變頻調速剎車電機配合斜齒輪減速機連接主軸,使焊接更加、。焊接電力電子控制采用了一次壓緊分控送電的,即在焊接同一排緯絲時,將焊接變壓器分開工作,以減小對電力變壓器的要求。
1.緯絲落料機構:采用步進電機驅動盤式裝置自動落料,單根單落,使緯絲放置更加準確
2.徑絲送料機構:采用伺服電機驅動氣動壓緊送絲裝置,將徑絲送至焊接位,節省擺放徑絲時間。(選配)
3.拉網機構:采用伺服電機驅動氣動拉網裝置,拉網尺寸更加, 拉網尺寸屏輸入,并可在同一張網片上設置多種緯絲間距,給客戶帶來靈活性和方便性;連續往復式拉網,可實現尺寸網 片的生產。
4.操控:采用PLC自動化控制,配合屏輸入,操作智能化、簡易化。
5.焊接變壓器:采用新型環氧樹脂澆注式水冷焊網變壓器,相較于變壓器體積小、安全可靠性高。
6.焊接網格多樣化:徑絲間距可相關零部件,緯絲間距屏輸入,并可在同一張網片上設置多種緯絲間距,給客戶帶來靈活性和方便性。

 操作規程:
操作規程:
①操作人員通過認真仔細學習,繼而可以非常清楚地設備的結構、性能,更能方便熟悉機器的操作規程。
②操作人員需要好工作服,戴上防護手套,穿戴絕緣鞋,好的防護措施。
③操作人員要正確的使用設備上的工作按鈕和控制裝置,不能隨便地修改控制柜上已設定好的各項參數等。
④檢查機器上每個傳動、、連接等機器部位和防護裝置是否運行正常,檢查機器上的上下電極部分固定螺釘是否牢固,不得有松動。
⑤機器在工作之前應該檢查冷卻水是否正常,電極頭等部件的表面是否已清潔干凈,工作臺的表面是否有異物臟物等,油是否已缺少需添加,設備不能在缺水缺油的情況下運轉工作。



 [產品特點]
[產品特點]
1.采用同步數控技術,焊接時間與分控焊接均由數字編程組成。
2.緯絲預先按照規定的尺寸調直切斷好,可直接放入儲料槽中,分料機構每一次,將一條緯線分離出來落入排料槽中排列,自動落絲。焊接工作時,落料機構按程序要求每一次,將一條緯線落入焊級上。
3.徑絲則按照規定尺寸預先調直切斷好,由人工擺固定位置(有一根木條模具)。
4.徑絲人工擺放好,緯絲放入儲料槽中,在數控電腦上輸入尺寸就可以自動焊接出一張網片。
5.同一張網上還可以出現緯與緯之間不同尺寸的孔。
6.徑絲孔距可調,緯絲的孔距輸入電腦就能達到您所的孔距。
7.經絲與緯絲均由校直機預先調直切斷。
8.焊機具有一次壓緊,分控焊接的特點。
9.調檔可分為九個級別,擴大了焊接絲徑的范圍。
10.焊接動力為電動,采用步進電機料斗,制動電機驅動小車送經,步進電機驅動小車拉網。


(2)錨桿采用22鋼筋;錨固深度視邊坡巖層的破碎程度及破碎層的厚度而走,一般取1.5m(為防止錨桿,錨桿置于的巖層面以下一定深度);錨桿孔的深度應大于錨固深度20cm,并用1:3~l:4的水泥砂漿固結;錨桿間距采用2.0mX2.0m,梅花型布置。 鋼筋網片焊網機根據您的需求可定做參數范圍:焊網寬度在0.5-3米,長度在1-12米,焊接直徑可在5.0-12.0毫米,操作人員在焊接中可能出現一些措手不及的問題,其實我們可以調節一些外部因素就可以解決,下面小編為大家介紹一下常見異常情況的處理辦法1.鋼筋網片焊網機焊接不牢,電極與鋼筋粘連原因。bmsopihgndfjk
河南通隧機械設備有限公司成立于2023年05月16日,注冊地位于河南省焦作市山陽區中星街道李貴作村百間房一區022號,法定代表人為崔怡恒。經營范圍包括一般項目:隧道施工機械銷售;機械設備銷售;泵及真空設備銷售;橡膠制品銷售;五金產品批發;機械零件、零部件銷售