




產(chǎn)品別名 |
等離子自動化產(chǎn)品,直縫焊接機,縱縫自動焊接設(shè)備,直縫焊設(shè)備 |
面向地區(qū) |
品牌 |
群信 |
|
保護氣體類型 |
氬氣 |
用途 |
焊接 |
電流 |
直流 |
作用原理 |
逆變 |
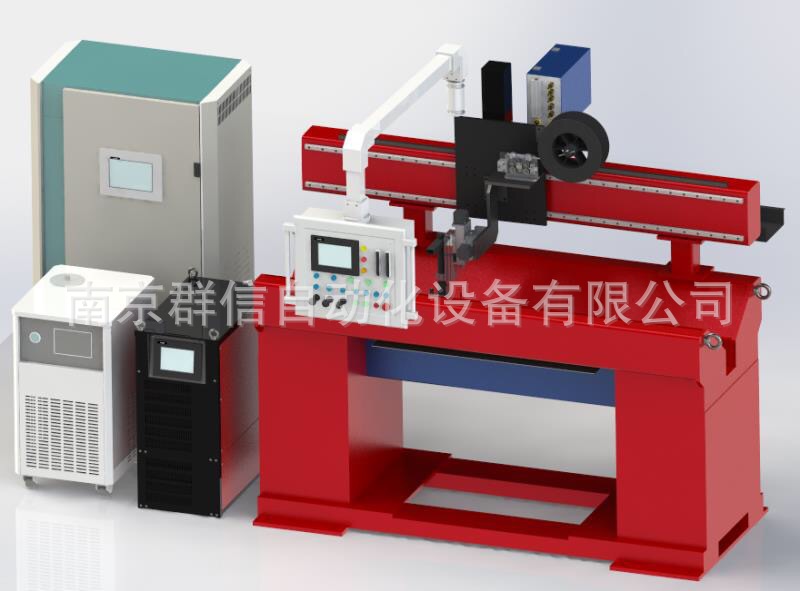
筒體縱縫自動焊接專機
一:工件情況
1. 工件直徑:Φ600~2000mm
2. 工件長度:單節(jié)小于1500mm
3. 板材材質(zhì):不銹鋼
4、結(jié)構(gòu)形式:筒體縱縫
5.板材厚度:3~10mm
二.焊接工藝
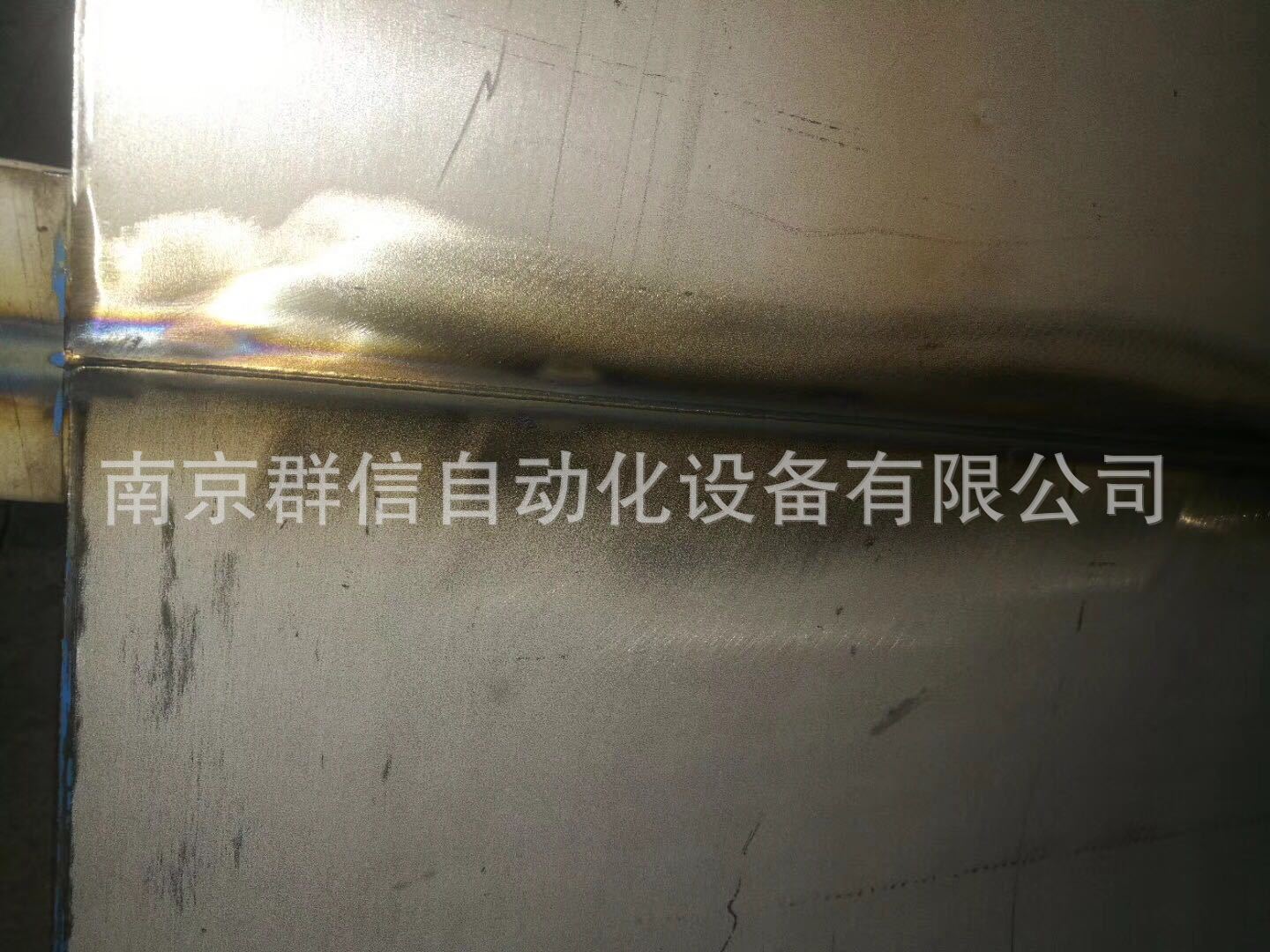
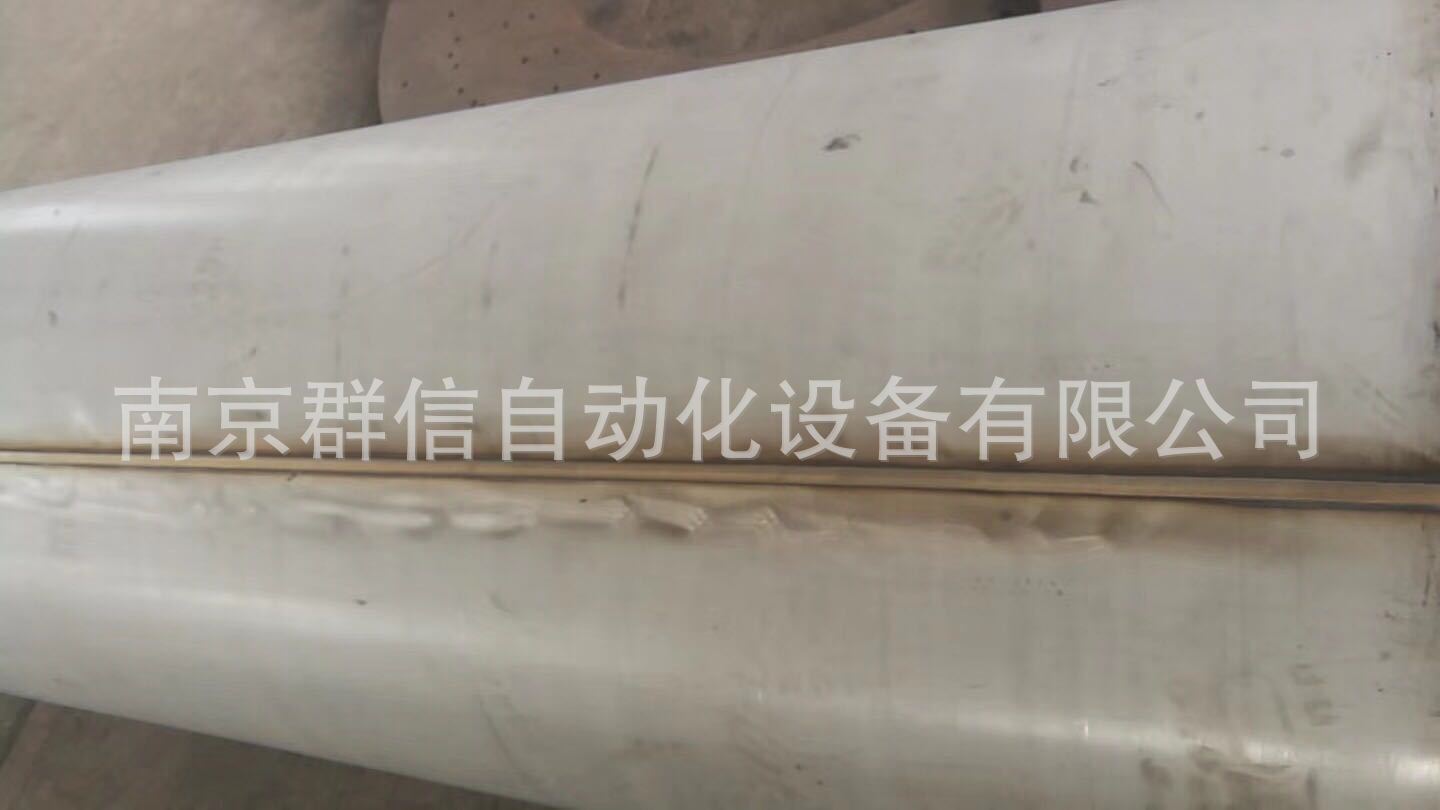
2.1 焊接工藝:一般厚度在3mm以上,采用能量集中的等離子焊接工藝,3--10mm不用開坡口實現(xiàn)單面焊雙面成型,厚度大于10mm需要開坡口,坡口鈍邊為5mm,坡口角度單邊35°先采用等離子打底,再將離子氣流量調(diào)小后加絲擺動蓋面。
2.2工件裝配要求:1)對接錯邊及間隙小于等于0.5mm。
2) 對接處無油污及水。
3)點焊間距150mm左右,點焊點要小。
2. 3焊 絲:焊絲材料選用與工件材質(zhì)相匹配的材料,焊絲直徑可選用1.0或1.2mm 盤狀焊絲,每盤焊絲重量約15KG。 焊絲要妥善保管和防護,避免受潮和折彎,導(dǎo)致影響焊縫質(zhì)量和送絲穩(wěn)定性。
2.4保護氣體:對于等離子焊,有多路焊接保護氣體。等離子氣體一般采用95%氬+5%氫氣,保護氣選用99.99%純氬,可以獲得較好的焊縫成型和保護顏色。拖罩氣和背面保護氣選用99.99%純氬。
2.5等離子焊接系統(tǒng)特點:
1) 穿透能力強,10mm以下板厚無須開坡口,大大減少了焊前準(zhǔn)備時間。
2) 電弧能量集中,焊接熱影響區(qū)小,焊接變形小。
3) 焊接速度快,等離子比手工氬弧焊減小4-5倍時間。
4) 的重復(fù)生產(chǎn)性。
5) 弧柱剛性大,采用小孔效應(yīng),可以實現(xiàn)穩(wěn)定的單面焊雙面成型。
6) 電極縮在噴嘴內(nèi),不易污染和燒損及電極壽命長,焊縫缺陷少。
7) 焊接質(zhì)量好,可焊材料多。
8) 等離子弧具有良好的可控性和調(diào)節(jié)性等。
2.6系統(tǒng)特點:
?? 采用縱縫工裝進行縱縫的焊接;
?? 采用等離子焊接工藝,焊接質(zhì)量高、焊接效率快,省焊材
?? 采用等離子焊接工藝,熱輸入小,焊接變形小
焊接樣件

三、設(shè)備配置
序號 設(shè)備名稱 數(shù)量
1 ZF1500 焊接專機(含紅外對中機構(gòu)) 1臺
2 襯墊冷卻水箱及制冷水箱 1臺
4 等離子焊接電源(EWM) 1把
5 等離子焊槍(WX3-504) 1把
6 SSJ-21送絲機 1臺
7 電動十字滑架40X40mm 1套
8 等離子焊接控制器 1套
9 三維送絲支架 1個
10 送絲管 1根
11 精密氣流量表 1套
17 電纜總成 1套
18 P高頻引弧器(內(nèi)置) 1套
19 調(diào)試培訓(xùn)費 1次
20 運輸費 1次
21 合計
注;操作臺由客戶自制。
四、設(shè)備規(guī)格型號及技術(shù)參數(shù)
4.1ZF1500 縱縫焊接工裝
主要組成部分
本機的機械部分主要有機座、琴鍵夾具、芯軸、軸端托架、行走小車。并配相應(yīng)的十字滑架(含弧長控制及橫擺)、送絲機、電纜總成、氣管、水管、檢測儀表和循環(huán)水泵等,即可完成上述縱縫焊接。
結(jié)構(gòu)特點:
機座
機座為鋼結(jié)構(gòu)件,具有足夠的剛性和強度,能滿足整機的要求,其底腳可用地腳螺栓固定于基礎(chǔ)上。
琴鍵夾具
琴鍵夾具為左右對稱的兩套,可分別對縱縫的兩邊施加壓力。夾具安裝于機座上,琴鍵式夾具的夾緊裝置是壓縮空氣通往氣囊,氣囊膨脹壓向杠桿機構(gòu),使壓指端產(chǎn)生大壓力為 30Kgf/cm(0.6Mpa時),此壓力按需要可進行調(diào)整,通常在 7~30Kgf/cm(單邊)。壓指寬度為 75mm,材質(zhì)為銅合金,可正、反兩面使用,延長使用壽命。本夾具主要用于筒體的外縫焊接,亦可用于大直徑筒體的內(nèi)縫焊接。
夾緊裝置的操縱是通過線控式按鈕盒上的按鈕分別控制左、右壓指的夾緊或松開。
壓指間寬的調(diào)整。若工件板厚相差較小時,一般不需要調(diào)節(jié)壓指間寬,若操作中需要,可調(diào)節(jié)壓板后端支承調(diào)節(jié)螺釘,可改變壓指間寬度,以滿足不同厚度焊件焊接工藝對壓指間寬的要求。
芯軸
芯軸為一空心方形體,上鑲有銅質(zhì)襯墊(焊墊),與上述的琴鍵式壓指一起對焊件進行夾緊固定。襯墊的背面有成型槽,槽內(nèi)小孔可通保護氣體。芯軸上的襯墊與壓指的垂直間距可調(diào),其大小可按焊接件厚度調(diào)整,可調(diào)范圍為 30mm。
托架
托架安裝在夾具體的端頭,是連接琴鍵夾具與芯軸的裝置。其結(jié)構(gòu)為框形,通過芯軸下端的螺栓調(diào)整,使芯軸與壓指的間距在水平軸向平行。在焊接時,托架上翻,焊件裝入后,托架下翻,并鎖緊。只有在托架下翻鎖緊托住芯軸。
橫梁 、 小車
在左夾具體上固定橫梁,橫梁側(cè)面上、下有直線導(dǎo)軌,頂面安裝齒條,小車在橫梁的直線導(dǎo)軌上移動。小車運行由直流電機經(jīng)微型減速器,再經(jīng)齒輪、齒條實現(xiàn)直線運動。直流電機為無級調(diào)速,小車行走速度為 100~1000mm/min。當(dāng)需要快速移動小車時,可板動小車正面手柄,使齒輪與齒條脫開,便可推動小車快速移動(手動)。大行程極限由行程開關(guān)控制,在導(dǎo)軌的兩端安裝有機械限位塊,以小車不會滑出導(dǎo)軌。
氣路系統(tǒng)
壓縮空氣氣路系統(tǒng)裝在機座內(nèi)腔,由過濾器(分別 2 組)、減壓閥。壓力表和電磁閥等組成。在正常使用時,減壓閥的壓力調(diào)至 0.3~0.6Mpa,當(dāng)使用小芯軸焊接時,應(yīng)采用較低氣壓。
技術(shù)參數(shù)
1 工件大有效焊接長度 1650mm
2 可夾持工件大長度 1700mm
3 可夾持大直徑(外焊) 2200mm
4 可夾持小直徑(外焊) 600mm
5 可夾持小厚度 3mm
6 可夾持大厚度 20mm
7 壓指間寬可調(diào)范圍 5-40mm
8 壓板大壓力(單邊) 30kgf/cm
9 芯軸垂直行程 30mm
10 軸端托架調(diào)整量 20mm
11 行走小車速度 100~1000mm/min
4.2Tetrix 451DC Plasma自動焊多功能焊接電源
?? 直流逆變電源,水冷
?? 多功能焊接電源:氬弧焊,手工焊和碳弧氣刨
?? Classic面板:通過旋鈕可以調(diào)節(jié)所以的焊接數(shù)
?? Comfort面板:所以參數(shù)可通過用戶菜單設(shè)定,也可調(diào)節(jié)
8個JOB(焊接任務(wù))
?? Synergic面板:操作方便,一元化操作,預(yù)設(shè)256個JOB
(焊接任務(wù))
?? ActiveArc技術(shù),特的焊接效果
?? Spotmatic功能-節(jié)省50%定位焊工作時間
?? 可與各種線控器,遙控焊槍相連接
?? 的焊槍冷卻系統(tǒng)
?? 工廠質(zhì)量檢測
Tetrix 351 451 551
輸入電壓(波動范圍) 3 x 400 V (-25 % - +20 %)
主電壓熔斷器 (慢熔) 3 x 25 A 3 x 32 A3 x 35 A
空載電壓 110 V 80V
焊接電流設(shè)定范圍 5 A - 350 A 5 A - 450 A 5 A - 550 A
暫載率40 ℃ 450 A / 80 % 550 A / 60 %
350 A / 100 % 420A/ 420 A / 100 %
外型尺寸(長x寬x高) 1100 x 455 x 1000
重量 116 kg 131kg 131 kg
RC-4 溫控制冷水箱
溫控制冷水箱由冷凝器、EBM風(fēng)扇電機、進口溫控器和水檢測傳感器及水箱等組成。是等離子焊接過程和高負載持續(xù)狀態(tài)下焊接時冷卻焊槍重要的配套設(shè)備。
技術(shù)參數(shù)
電源額定電壓:1×220V 50Hz
額定負載:1.2KW
冷卻能力:3389W(在±150條件下)
水箱容量:85升
溫度調(diào)節(jié)范圍:-5℃~+30℃
主要功能
--控制溫度范圍,帶有電子調(diào)溫,數(shù)字顯示設(shè)定溫度和實際溫度,可設(shè)定兩次除霜周期的間隙時間,以時間控制除霜。
--具有水溫過載保護,缺水流量傳感保護,水位標(biāo)識顯示4
--采用快裝式接口,進出水流量大。
--采用大容量水箱,35米揚程水泵和大口徑水管路,可適用長距離管路排布的結(jié)構(gòu)形式。
4.4等離子自動焊槍
TX3-500等離子焊槍具有焊槍冷卻能力強,電弧壓縮效果好,電弧穩(wěn)定的特點,是獲得良好等離子焊接質(zhì)量的重要配套件。該槍主要由電極、水冷槍體、噴嘴、保護罩等功能部件所組成。焊接時,有兩路單的氣體送到焊槍槍體上,一路氣體在噴嘴體內(nèi)環(huán)繞著鎢極,并且通過噴嘴中心孔壓縮電弧,以形成一種溫度的等離子體射流,這路氣流通常是氬氣,另外一路氣流是焊接保護性氣體,它在噴嘴體與外保護氣罩之間通過氣體網(wǎng)篩結(jié)構(gòu)形成層流穩(wěn)定輸出,以達到良好的保護效果,防止熔融的焊縫金屬和電弧受周圍的空氣氧化,一般是純氬氣體,氬氫或氬氦混和氣體。該焊槍可用于焊接不銹鋼,鈦合金等材料。技術(shù)參數(shù)如下:
1.額定焊接電流:500A ;額定負載持續(xù)率60%
2.重量:2.8KG
3. 適合鎢極直徑4.75長度120mm
4. 根據(jù)焊接厚度選擇2.5、3.0mm等離子噴嘴
5. 選配等離子保護拖罩可獲得更佳的焊縫保護
4、5等離子托罩
HP500等離子焊槍拖罩
該拖罩與HPT500等離子焊槍配套使用,適合焊接不銹鋼、鈦合金等
材料,具有以下特點:
結(jié)構(gòu)緊湊、外觀美觀;
保護效果好;
采用鋁合金結(jié)構(gòu),和焊槍整體配合。
4、6 SST-21送絲機
該送絲機由直流電機驅(qū)動,經(jīng)微型減速器減速,輸出軸上的齒輪與兩邊帶送絲輪的齒輪嚙合,送絲輪上方有壓緊輪,通過彈簧杠桿壓緊,轉(zhuǎn)動偏心輪可改變壓緊輪和送絲輪之間壓緊力大小。適合于TIG和PAW焊接工藝的低速送絲要求,根據(jù)焊絲直徑裝相應(yīng)的送絲輪,可輸送焊絲直徑為Φ0.8、Φ1.0,Φ1.2,Φ1.6mm。考慮到TIG或PAW對焊絲填充量的要求,TIG的送絲速度標(biāo)準(zhǔn)范圍在100-1200mm/min,標(biāo)配送絲輪為Φ0.8 mm, PAW的送絲速度在300-2800mm/min,標(biāo)配送絲輪為Φ1.0mm。該送絲機構(gòu)為與系統(tǒng)配套集成,速度的調(diào)節(jié)均由集中控制器來完成。
4、7三維送絲支架
該裝置是支撐焊絲,使焊絲按給定角度導(dǎo)入,焊絲位置可通過手柄三軸調(diào)節(jié),實現(xiàn)焊接時送絲佳角度送入溶池的功能配套件,對于TIG和PAW焊接工藝,是一個重要的部件;
基本技術(shù)特性如下:
序號 設(shè)備名稱 技術(shù)規(guī)格 型號或參數(shù) 技術(shù)特性
三維送絲支架 品牌 無錫美科勒 自動焊時可方便調(diào)整到佳送絲角度
與送絲管和焊槍的安裝簡單
4、8電動十字滑架
該組件是自動焊接中重要部件,與電源和控制器配套可實現(xiàn)電弧高度點動控制(TIG/等離子狀態(tài)下弧長控制)和焊槍的擺動控制。滑架由兩件互成十字相連的滑板組成,滑架的調(diào)整移動由步進電機帶動絲杠旋轉(zhuǎn),再由螺母帶動滑板移動,在外層十字滑架的移動塊上固定支承板、焊槍座、焊槍和多維送絲支架等零部件。電弧高度調(diào)整滑架和擺動滑架可單分開安裝和應(yīng)用,在焊接過程中可通過控制按鈕點動調(diào)節(jié)焊槍水平和垂直位置。
基本技術(shù)參數(shù)如下:
弧長滑架行程:40mm 擺動滑架行程(擺幅): 0~40mm
弧長響應(yīng)速度:0~700mm/min 擺動速度:0~1800mm/min
弧長跟蹤電壓:TIG 7~25V等離子10~35V 擺動兩邊停留時間:0~9.9S
擺動形式: 之字形
4. 9電纜總成
電纜安裝在坦克鏈內(nèi),隨焊接小車的運行而協(xié)調(diào)地運動,布線美觀、穩(wěn)定,可以很好地保護電纜和延長電纜壽命。
4.10等離子智能控制器
該控制器是完成多任務(wù)縱環(huán)縫焊接整個過程的系統(tǒng)。采用穩(wěn)定可靠的PLC可編程控制技術(shù)平臺。
在實際生產(chǎn)焊接過程中,為完成不同產(chǎn)品的復(fù)雜焊接任務(wù),要對相關(guān)的焊接參數(shù)和運動參數(shù)進行匹配,并通過集中控制器來實施。該控制器采用多模塊集中控制方式,通過編程對相關(guān)的焊接參數(shù)和運動參數(shù)進行協(xié)調(diào)通訊。該控制器具有編程簡便,界面直觀,維護方便,抗干擾能力強等特點,考慮到車間網(wǎng)絡(luò)電壓隨時有可能較大波動,因此對該系統(tǒng)控制器采用較大的工程控制柜,柜內(nèi)布局通風(fēng)、防塵、散熱、抗干擾等功能均能實現(xiàn)穩(wěn)定工作,同時便于監(jiān)測和維護。控制柜的輸入電壓為380V或220V 50Hz ±10%之內(nèi),超過這個范圍建議增加穩(wěn)壓電源。控制器內(nèi)通過線槽合理地安裝各功能模塊和開關(guān)元件。控制箱頂部安裝有風(fēng)扇,可對機箱內(nèi)有效地散熱。箱體邊緣有防塵隔條,可對工作現(xiàn)場的粉塵有效隔離,避免粉塵進入控制箱沉積在元器件上而造成器件失靈。
基本控制功能:焊槍或工件運動焊接速度調(diào)整及顯示(對于懸掛操作盒及移動式操作盒)
焊接電流電壓顯示(對于移動或懸掛式操作盒)
焊接起停控制
送絲運動控制(對TIG/PAW焊接工藝)
焊槍或工件位置移動點動控制
焊接/模擬功能
參數(shù)編程和存儲,可存儲20組參數(shù),每組參數(shù)可分10個區(qū)間。
程序鎖定功能
根據(jù)現(xiàn)場情況可選配遙控器或操作盒及移動操作盒實施操作
預(yù)送氣時間: 0.1~30.0Sec
氣體延遲時間:0.1~30.0Sec
直流/脈沖電流選擇
可選擇直流/脈沖檔,焊接過程高頻引弧,脈沖頻率可調(diào),可實現(xiàn)焊接行程設(shè)定及自動衰減。
預(yù)熔時間:0.01~30S
預(yù)熔電流:5~400A
峰值時間:0.1~1S
峰值電流:5~400A
基值時間:0.1~1S
基值電流:5~400A
電流增量:0.1~10A
衰減時間:0.1~30S
收弧搭接時間:0-30S
行走速度控制
可控制焊接行動方向(正向、反向)。
送絲運動控制
設(shè)定送絲速度,送絲滯后時間,送絲回抽時間,并可設(shè)定增量,在焊接過程中對焊接參數(shù)進行修改。
送絲滯后時間: 1~999D
送絲速度遞增時間:0.01-99.9S
送絲速度:75~1500mm/min
送絲結(jié)束位置:1~9999D
送絲回抽時間:0.01~5S
橫擺控制
橫擺開關(guān):ON~OFF
橫擺滯后時間:0.01~60S
邊緣停留時間:0.01~8S,左右側(cè)停留時間可分別調(diào)整
橫擺速度:50~1200mm/min
橫擺偏移量:0.1~5mm
橫擺精度:±0.1mm
程序數(shù)
本控制器可存儲20個焊接程序
五、能源供應(yīng)
1、種類
三相 AC380±12% 50Hz±1
單相 AC220±12% 50Hz±1
2、供應(yīng)方式
各能源均以總結(jié)口方式供應(yīng)至設(shè)備相近的廠房柱側(cè)。
六、環(huán)境要求
1、地基要求
應(yīng)在支撐點打砼墩。
2、溫度要求
適應(yīng)環(huán)境溫度-10°C—45°C
3、濕度要求
相對濕度≤90%
七、環(huán)保要求
1、GBZ1-2002《工業(yè)企業(yè)衛(wèi)生設(shè)計標(biāo)準(zhǔn)》
2、設(shè)備工作噪音≤85分貝
八、設(shè)計、制造、安裝、調(diào)試、驗收遵循規(guī)范及標(biāo)準(zhǔn)
1、GB/T19804-2005/ISO13920.1996《焊接結(jié)構(gòu)的一般尺寸公差和形位公差》
2、GB/T 1184-1996《形狀與位置公差》
3、GB/T 10089-1988《園柱蝸輪、蝸桿精度》
4、GB4064-1983《電氣設(shè)備安全設(shè)計導(dǎo)則》
5、JB/T5936-1991《工程機械機械加工通用技術(shù)條件》
6、JB/T594-1992《裝配通用技術(shù)條件》
7、JB/T5946-1991《工程涂裝通用技術(shù)條件》
8、GB16754-1997《機械安全急停設(shè)計原則》
9、GB/T5226.1-1996工業(yè)機械電氣設(shè)備第1份:通用技術(shù)條件
10、GB50168-91《電氣裝置安裝工程:電氣設(shè)備交接實驗標(biāo)準(zhǔn)》
11、GB50168-91《電氣裝置安裝工程:接地裝置施工及驗收規(guī)范》
12、GB50168-91《電氣裝置安裝工程:電纜線路施工及驗收規(guī)范》
13、JB/T 6965-1993《焊接操作架》
14、GB/T 1184-1996《形狀與位置公差》
15、GB/T10089-1988《園柱蝸輪、蝸桿精度》
16、GB4064-1983《電氣設(shè)備安全設(shè)計導(dǎo)則》
17、GB6988-86《電氣制圖》
18、GB/T 1800.3-1998 《極限與配合》
19、GB/T13164-2003《弧焊機》
20、GB15579.1/IEC60974 《焊接電源》
21、GBZ1-2002《工業(yè)企業(yè)衛(wèi)生設(shè)計標(biāo)準(zhǔn)》
22、GBZ1-2002《承壓設(shè)備無損檢查》
23、設(shè)備出廠性能、精度檢驗報告及合格證
九、主要配套外購件品牌(含備品備件品牌)
序號 外購件名稱 廠家
1 減速器 臺灣褳恒精密
2 普通電機 臺灣東煒庭
3 伺服電機 臺灣臺達
4 變頻器 臺灣臺達
5 低壓電器元件 施耐德/歐姆龍
6 軸承 哈爾濱/洛陽/徐州
7 漏電開關(guān) 施耐德/歐姆龍
8 微斷 施耐德/歐姆龍
9 接觸器、繼電器 施耐德/歐姆龍
10 開關(guān)電源、按鈕開關(guān) 明緯,上海二工
11 直線軌道 南京
十、制作擔(dān)當(dāng)
序號 項目 供貨范圍 備注
用戶 供方
1 設(shè)計 ●
2 制造 ●
3 安裝 ◎ ●
4 輔助設(shè)施 ★
5 起重設(shè)備 ★
6 地基制作 ★ ◎
7 培訓(xùn) ●
8 其他 ●
注:標(biāo)記含義:“★”用戶范圍;“●”供方范圍;“◎”援助范圍。
十一、顏色配置
1、焊接電源等為原標(biāo)準(zhǔn)設(shè)備電源。
2、機械本體,電器控制等部分顏色,選用本公司標(biāo)準(zhǔn)設(shè)備顏色,若由買方確定,但請?zhí)峁┥濉?/span>
十二、設(shè)備安裝調(diào)試
1、設(shè)備運到貴公司后,安裝調(diào)試人員根據(jù)整體平面布置圖,地基圖將工位設(shè)備安裝到位。接通水,電為調(diào)試做準(zhǔn)備。
2、安裝調(diào)試人員由鉗工,電工,機械工程師,電氣工程師組成等組成,根據(jù)需要完成安裝,管線連接,設(shè)備測試、試生產(chǎn)、調(diào)整生產(chǎn)節(jié)拍及焊接質(zhì)量、操作人員培訓(xùn)、設(shè)備驗收等工作。
十三、技術(shù)培訓(xùn)計劃及內(nèi)容
1、設(shè)備在調(diào)試、驗收期間,根據(jù)需要需方要求,供方安排相關(guān)人員對需方人員進行技術(shù)和操作,維修培訓(xùn)。
2、設(shè)備的工作原理、設(shè)備的安全性、各種儀表的工作原理及機器操作培訓(xùn)和簡單的故障排除、協(xié)助工藝焊接。在買方處進行調(diào)試時進行培訓(xùn)。
注:人員要求:操作者需要高中以上文化,具有相應(yīng)焊接操作證;主管技術(shù)人員大專以上文化。
十四、售后服務(wù)內(nèi)容及措施
1、服務(wù)內(nèi)容
質(zhì)保期規(guī)定:設(shè)備驗收合格(收到貨1個月內(nèi)進行驗收,逾期賣方認為買方驗收合格),雙方簽字后開始計算質(zhì)保期,設(shè)備質(zhì)保期為13個月(消耗性易損件除外,)或是交貨后12個月以先到位準(zhǔn)。除不可抗力、事故外,主要結(jié)構(gòu)件終身有償保修。
在質(zhì)保期內(nèi),供方應(yīng)根據(jù)與需方商定的時間,對所供設(shè)備免費進行一次維護。
在質(zhì)保期內(nèi),用戶責(zé)任造成設(shè)備損壞,賣方應(yīng)提供及時的有償服務(wù)。質(zhì)保期過后,按用戶要求提供有償技術(shù)服務(wù)及維修工作。
———— 認證資質(zhì) ————
最近來訪記錄
