產(chǎn)品別名 |
泉州管板自動焊機生產(chǎn)廠家 |
面向地區(qū) |
管板焊機驅(qū)動采用步進電機系統(tǒng)
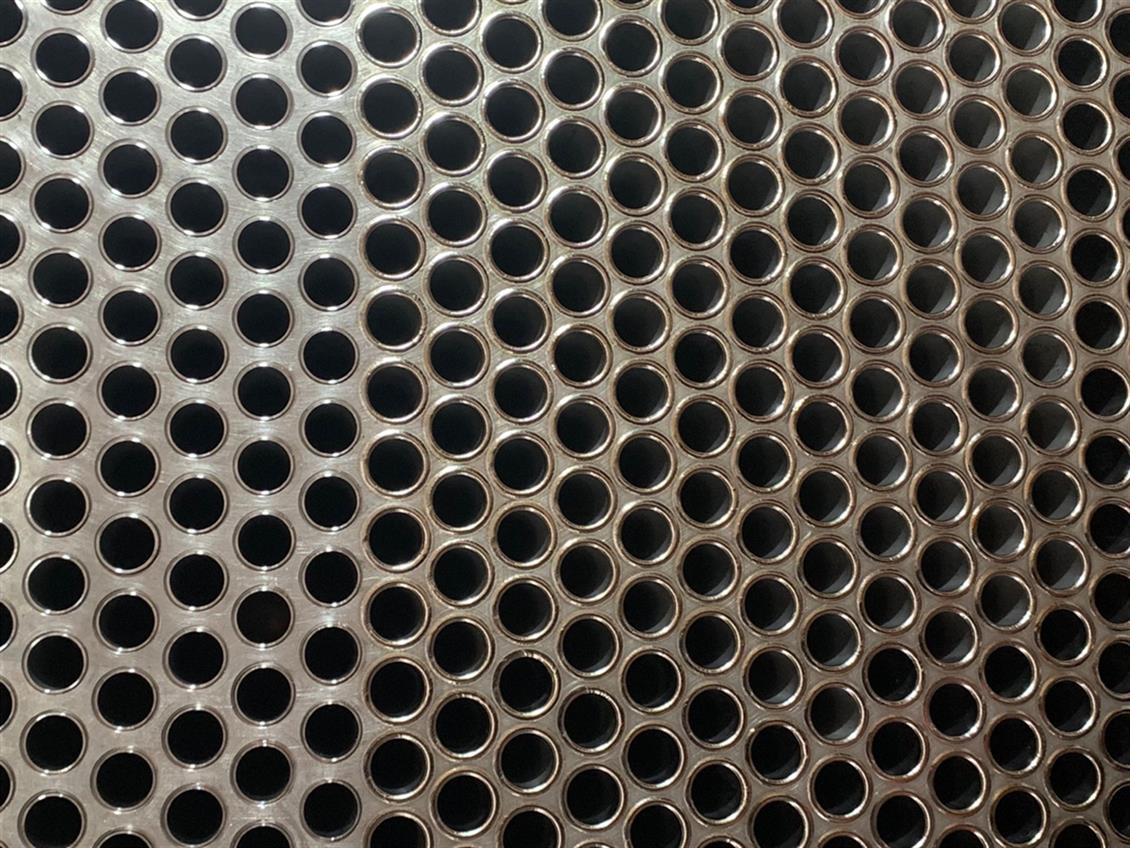
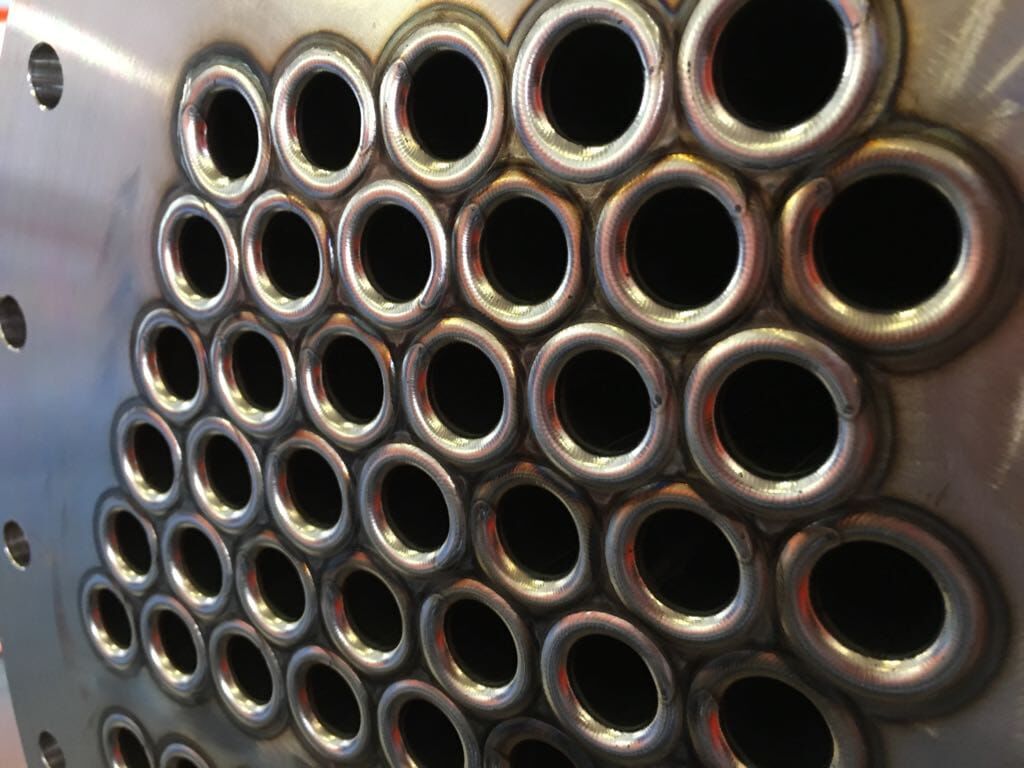
用于壓力容器、鍋爐、換熱器等板與管的焊接
可焊接管外徑Ф10mm~Ф80mm的碳鋼、合金鋼、不銹鋼、銅及銅合金等的管與管板焊接。
龍門架三維調(diào)節(jié)配合五維微調(diào),適合于管徑和管橋較小的密集型換熱器的焊接。
焊接機頭能在水平面上作180度旋轉(zhuǎn),便于更換鎢極以及送絲微調(diào)等操作。
機頭采用水冷定位芯軸,避免管頭溶化后內(nèi)流,焊縫成型美觀。
驅(qū)動采用步進電機系統(tǒng),機頭動作可靠。
采用松下1GBT逆變控制直流脈沖電流,焊接,電弧穩(wěn)定性強,焊道成型美觀。
管板自動焊機之電阻焊概述
電阻焊的種類很多,常用的有點焊、縫焊、對焊和凸焊三種。
一、點焊
點焊是將焊件裝配成搭接接頭,并壓緊在兩柱狀電極之間,利用電阻熱熔化母材金屬,形成焊點的電阻焊方法。點焊主要用于薄板焊接。
點焊的工藝過程:
1、預(yù)壓,工件接觸良好。
2、通電,使焊接處形成熔核及塑性環(huán)。
3、斷電鍛壓,使熔核在壓力繼續(xù)作用下冷卻結(jié)晶,形成組織致密、無縮孔、裂紋的焊點。
二、縫焊
縫焊的過程與點焊相似,只是以旋轉(zhuǎn)的圓盤狀滾輪電極代替柱狀電極,將焊件裝配成搭接或?qū)咏宇^,并置于兩滾輪電極之間,滾輪加壓焊件并轉(zhuǎn)動,連續(xù)或斷續(xù)送電,形成一條連續(xù)焊縫的電阻焊方法。
縫焊主要用于焊接焊縫較為規(guī)則、要求密封的結(jié)構(gòu),板厚一般在3mm以下。
三、對焊
對焊是使焊件沿整個接觸面焊合的電阻焊方法。

管板自動焊機環(huán)境敏感性降低:
封閉式機頭可以很好的保護焊縫防止氧化,同時受外界環(huán)境和風(fēng)的影響很小。
狹小空間可達性:
對于非常狹小的空間,手工操作難以實現(xiàn)的操作位置,可以通過環(huán)縫自動焊來實現(xiàn)。
人為因素的影響:
手工操作,依靠于操作者的技術(shù)熟練程度和責(zé)任心;環(huán)縫自動焊則更多依靠設(shè)備的精度和重復(fù)精度。
———— 認證資質(zhì) ————
最近來訪記錄