





產品別名 |
石墨電極,聚興碳素石墨電極 |
面向地區 |
全國 |
石墨是非金屬材料,熔點,銅的熔點為1083 ℃,因此石墨電極可以耐受更大的電流設定條件。 放電面積和電極尺寸縮放量越大,石墨材料的粗加工優勢越明顯。 石墨的導熱系數為銅的1/3,其放電過程中產生的熱能對去除金屬材料更為有效,因此在中、精加工中加工效率也銅電極。
石墨材料的熱膨脹系數小,銅材料的熱膨脹系數是石墨材料的4倍,因此在放電加工中石墨電極與銅電極相比難以變形,能夠得到更穩定可靠的加工精度。 特別是在加工深而窄筋的部位的情況下,如果局部變高,則銅電極容易產生彎曲變形,但石墨電極不會這樣; 對于長寬比大的銅電極,在加工設定時需要通過修正一定的熱膨脹值來修正尺寸,但不需要石墨電極。
石墨電極優點
(1)模具幾何形狀的日益復雜化以及產品應用的多元化導致對火花機的放電度要求越來越高。石墨電極的優點是加工較容易,放電加工去除率高,石墨損耗小,因此,部分群基火花機客戶放棄了銅電極而改用石墨電極。另外,有些特殊形狀的電極無法用銅制造,但石墨則較容易成型,而且銅電極較重,不適合加工大電極,這些因素都造成部分群基火花機客戶應用石墨電極。 (2)石墨電極容易加工,且加工速度明顯快于銅電極。 例如,銑削工藝加工石墨時,其加工速度比其他金屬加工快2~3倍,而且不需要額外的人工處理,但銅電極人工壓傷。 同樣,如果使用高速石墨加工中心制造電極,速度快,,也不會產生粉塵問題。 在這些加工過程中,選擇合適硬度的刀具和石墨,可以減少刀具磨損和銅電極破損。 石墨電極和銅電極銑削時間具體比較,石墨電極比銅電極快67%,一般電火花加工中采用石墨電極的加工比采用銅電極的加工快58%。 這樣可以大幅縮短加工時間,同時也降低了制造成本。
(3)石墨電極與以往的銅電極的設計不同。 許多模具廠對銅電極的粗加工和精加工通常有不同的預留量,而石墨電極使用基本相同的預留量,減少了CAD/CAM和機加工的次數。 只有這個理由,才能大幅度提高模具型腔的精度。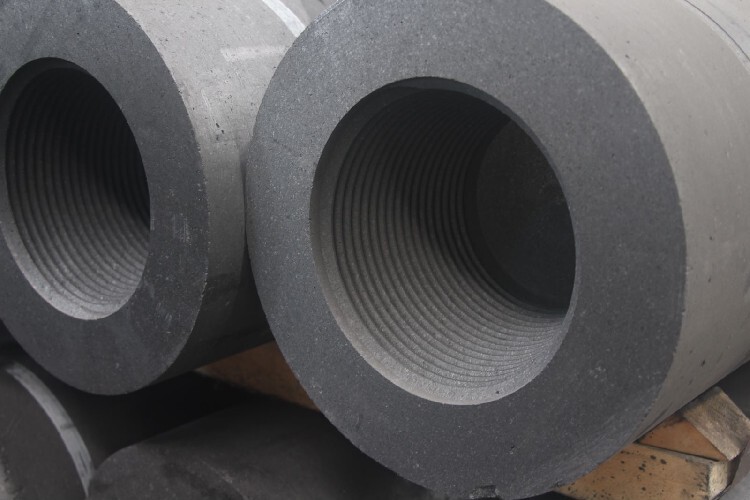
石墨化工序是石墨電極生產的關鍵工序,但連接石墨化工藝是國際技術,是國內技術。 采用該技術進行石墨化加工,不僅質量好,而且可以節約大量電能,其每噸能耗為3200度,與傳統石墨化工藝相比,每噸可節電1000度以上,大大降低生產成本。
石墨電極的分類:
普通功率石墨電極
允許使用電流密度低于 17A/厘米2的石墨電極,主要用于煉鋼、煉硅、煉黃磷等的普通功率電爐。
石墨電有能承受大電流條件的特性,另外,在合適的粗加工設定條件下,含碳元素的鋼工件在加工時產生的蝕除物和工作液在高溫下產生的分解物中的碳顆粒,在極性效應的作用下,部分蝕除物、碳顆粒會粘附在電極表面形成一層保護層,了石墨電極在粗加工中的損耗極小,甚至是“零損耗”。
火花加工的主要電極損失來自粗加工。整理設置條件降低率高,但零件預約處理余量不多,加工腐蝕量小,整體損失量也小。總的來說,石墨電極在高電流粗加工中損失比銅電極少,在精加工中損失可能比銅電極稍大,兩個電極的損失差不多。






