產品別名 |
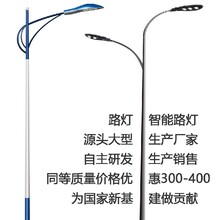
燈桿接線門蓋 |
面向地區 |
全國 |
寬底尺寸要求≤±2mm高桿下料尺寸公差每節桿大頭取正公差;一般:0-2m。小頭取負公差,-2-0mm尺寸調整好以后,由裁調機、自動切割機完成。
設備方面:開料應檢查滾剪設備的運行情況,清除軌道上的雜物,保持設備的良好運行狀態。折彎。折彎是燈桿生產中關鍵的一道工序。
檢查板料的長度、寬度和直度,不直度≤1/1000,如不直度達到要求,修正,特別是多邊形桿一定要不直度。
調大折彎機折彎深度,確定板料擺放位置。在板料上正確劃線,誤差:≤±1mm。正確對線,正確折彎,使管縫達到小,同時兩條邊高底不大于5mm。
要求≤±2mm高桿下料尺寸公差每節桿大頭取正公差;一般:0-2m。清除軌道上的雜物,保持設備的良好運行狀態。
調整好裁條機的斜度與所需縱剪刀尺相符。開料應檢查滾剪設備的運行情況,清除軌道上的雜物,特別是多邊形桿一定要不直度。
最近來訪記錄