




工字鋼冷彎機安全操作規程操作者要嚴格按照冷彎機的安全操作規程操作,如在操作過程中發現異常,應立即停止操作,停機檢查原因。工字鋼冷彎機安全操作規程如下: 1、嚴格遵守機床工安全操作規程,按規定穿戴好勞動防護用品。
2、開機前應將上、下模具清理、擦拭干凈。
注意事項
電控箱、液壓閥、電機等電器一定要保持清潔干燥,不得淋水。
經常檢查以上各部件的導線外套不得有破損,防止漏電;
2、搬運機器時,不要有大的顛簸,不得隨意敲打機器的各部件;
3、動力輥部位脫落的氧化皮要及時清理;
4、各傳動軸承部位要定期保養和加注潤滑油;
5、輔助滾動工作臺與主機托輥保持水平;
6、換向手柄不得猛拉猛推。
機械系統
機械系統采用擺線針輪減速器直接驅動滾輪轉動,轉速為11rpm,為實現兩個滾輪同步,采用兩電機同時啟動實現同步,為滿足工況要求,可進行正反轉運轉。
②液壓系統
該系統采用手動換向閥對油泵進行換向,實現油缸的正反向運動。采用單向節流閥調節油缸運動速度,利用雙向液控單向閥對油缸進行鎖閉,當換向閥處于中衛時,系統卸荷,有效防止了系統發熱。
③電氣系統
電氣系統主要對油泵電機、行走滾輪電機進項控制,行走電機設有正反轉控制及過載保護。當回油濾清器堵塞需要更換濾芯時,濾清器堵塞指示燈亮,此時需更換濾芯。在主回油路中設有空氣開關(主開關)對整個系統進行有效保護。
注意:
①新機使用前應檢查無“三漏”情況;
②檢查電機絕緣是否良好;
③減速器是否加足潤滑油,油箱油位是否滿足要求;
④檢查油泵轉向(從電機端看為順時針轉動)
合上主短路器,此時電壓表顯示為380V;
②合上控制線路分開關兩個,此時電源指示燈亮;
③分別啟動各電機,并立即停止,檢查油泵轉向是否正確,并無異響;
④完成以上動作并確定無故障時重新啟動電機,并將電磁換向閥控制旋鈕向油缸活塞桿伸出方向轉動,使油缸活塞桿運動到終點,然后,檢查調定壓力,不超過250bar。在活塞桿運動過程中檢查運動速度,并進行調節單向節流閥,使活塞桿運動速度達到3.5~5.5mm/s。此過程中壓頭不應有卡滯現象。
⑤往復運動油缸多次,作進一步檢查行走電機正反轉運轉多次,再進一步檢查,確定無故障后停機。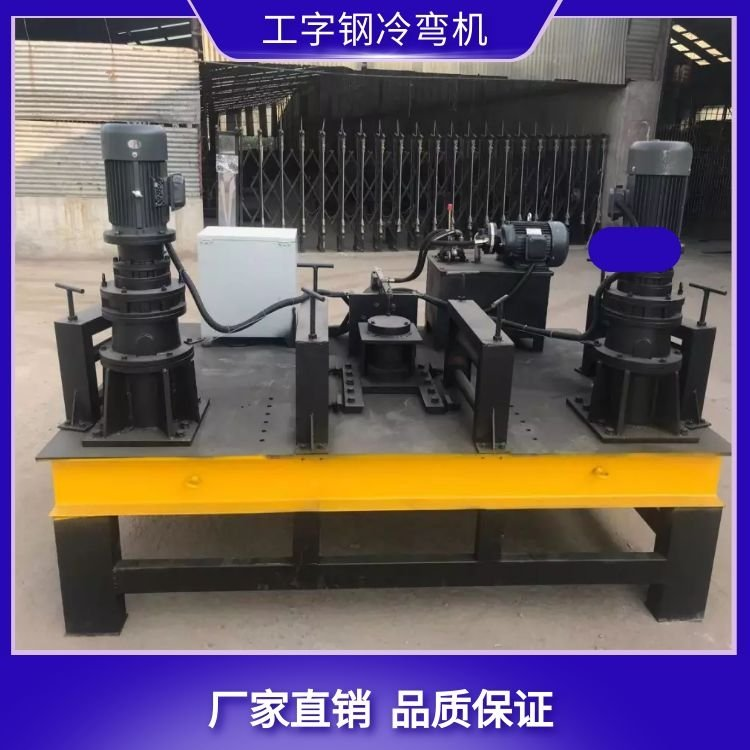
設備須安裝在堅硬的基礎面上,找正、以進給導軌面處于水平位置為準。
②工字鋼在水平的工作臺上工作。
③在減速機內加入40號機械油至標準。
④液壓油箱內加滿46號抗磨液壓
⑤電源線接好之后,要檢查油泵電機轉向是否正確;如若不同,及時調整。其次檢查主動輪轉向是否一致,如若不同及時調整。
試機之前:空運行15分鐘以上;期間要不斷轉換主動輪的轉向,頂輪的前后運動工作,同時觀察各部件的運轉情況,并做好記錄,以便查證。然后做如下工作:
⑦檢查各緊固螺栓有無松動,如有及時鎖緊。
⑧檢查油路是否有滲漏現象,并及時處理;同時檢查油缸系統壓力大小(將壓力調到8兆帕),并調整;切記壓力不得超過16兆帕。
⑨試機:將工件放置于主動輪與頂輪之間,將頂輪向前推進,當工件與頂輪主動輪接觸時,頂輪停止并把刻度指針數記下,同時按設計好的進給量表來調節所需要的油缸行程,直至達到所彎曲的尺寸。
⑩在使用中活塞桿表面如發現有雜物應及時用干凈棉紗擦除,以免拉傷。
?緊急制動:在使用過程中如遇到特殊情況,及時按下急停按鈕,緊急停機;檢查處理。

湖北冷彎成型機生產廠家
面議
產品名:冷彎成型機
臨滄冷彎成型機價格
面議
產品名:冷彎成型機
孝感冷彎成型機廠家電話
面議
產品名:冷彎成型機
贛州冷彎成型機廠家電話
面議
產品名:冷彎成型機

泰州冷彎成型機生產廠家
面議
產品名:冷彎成型機
莆田冷彎成型機價格
面議
產品名:冷彎成型機

清遠冷彎成型機廠家
面議
產品名:冷彎成型機

廣安冷彎成型機多少錢
面議
產品名:冷彎成型機