在注塑過程中,注塑機噴嘴處的壓力高,以克服熔體全程中的流動阻力。其后,壓力沿著流動長度往熔體前端波前處逐步降低,如果模腔內部排氣良好,則熔體前端后的壓力就是大氣壓。
注塑溫度是影響注塑壓力的重要因素。注塑機料筒有5~6個加熱段,每種原料都有其合適的加工溫度(詳細的加工溫度可以參閱材料供應商提供的數據)。注塑溫度控制在一定的范圍內。溫度太低,熔料塑化不良,影響成型件的質量,增加工藝難度;溫度太高,原料容易分解。在實際的注塑成型過程中,注塑溫度往往比料筒溫度高,高出的數值與注塑速率和材料的性能有關,高可達30℃。這是由于熔料通過注料口時受到剪切而產生很高的熱量造成的。在作模流分析時可以通過兩種方式來補償這種差值,一種是設法測量熔料對空注塑時的溫度,另一種是建模時將射嘴也包含進去。
是使處于粘流狀態的塑料,在高溫和一定的壓力下,通過具有特定斷面形狀的口模,然后在較低的溫度下,定型成為所需截面形狀的連續型材的一種成型方法。擠塑成型的生產過程,是準備成型物料、擠出造型、冷卻定型、牽引與切斷、擠出品后處理(調質或熱處理)。在擠塑成型過程中,注意調整好擠出機料筒各加熱段和機頭口模的溫度、螺桿轉數、牽引速度等工藝參數以便得到合格的擠塑型材。特別要注意調整好聚合物熔體由 機頭口模中擠出的速率。因為當熔融料擠出的速率較低時,擠出物具有光滑的表面、均勻的斷面形狀;但是當熔融物料擠出速率達到某一限度時,擠出物表面就會變 得粗糙、失去光澤,出現鯊魚皮、桔皮紋、形狀扭曲等現象。當擠出速率進一步增大時,擠出物表面出現畸變,甚至支離和斷裂成熔體碎片或圓柱。因此擠出速率的控制至關重要。

嘉興定制注塑加工報價,塑料件
0.56元
產品名:注塑加工,塑膠加工,塑料件,塑料加工

嘉興定制智能電器塑料外殼塑膠產品設計,嘉興塑料模具廠
面議
產品名:智能塑料外殼,嘉興注塑加工, 嘉興塑料模具廠
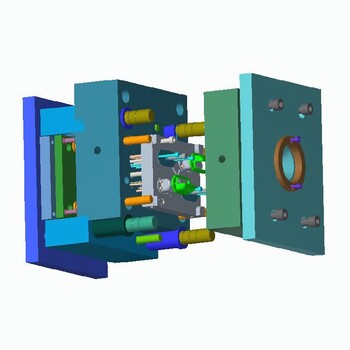
蘇州銷售注塑模具報價,塑料加工注塑模具透明塑料制品
8000元
產品名:注塑模具
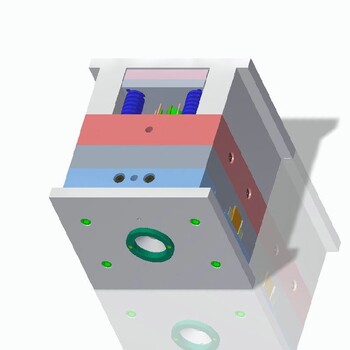
蘇州供應注塑模具廠家,塑料定制注塑模具圓形燈罩
8000元
產品名:注塑模具
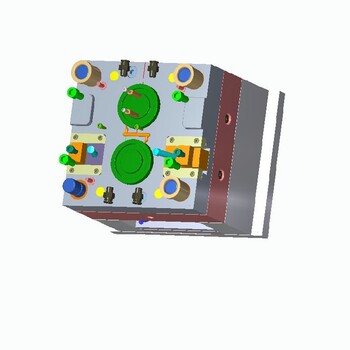
蘇州供應塑料模具價格,塑料定制注塑模具PC燈罩
8000元
產品名:注塑模具
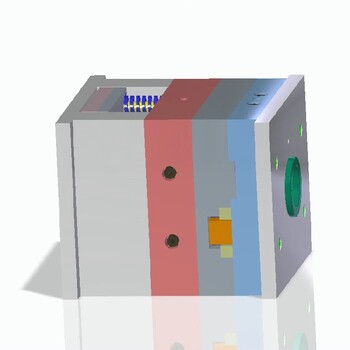
蘇州供應塑料模具價格,塑料加工注塑模具ABS燈罩
8000元
產品名:注塑模具
蘇州銷售注塑模具費用,塑料加工注塑模具透明配件
8000元
產品名:注塑模具
蘇州供應塑料模具報價,塑料加工注塑模具塑膠燈罩殼
8000元
產品名:注塑模具