





緊固件電鍍后的去處氫脆處理。緊固件在電鍍時將發(fā)生如下反應,2H2O 2 H2+O2,反應生成的氫易附著在金屬界面上,引起產(chǎn)品脆性失效,即氫脆。工藝研究表明,工件電鍍后在180-240℃的溫度下經(jīng)4-8小時的烘干處理,可除去表面附著的氫。
結(jié)構(gòu)簡介
本爐由型鋼及鋼板焊接而成、爐體內(nèi)為工作室,爐體外殼與工作室之間有相當厚度的保溫層,保溫以保溫棉作節(jié)能保溫材料,使箱體外殼導熱系數(shù)減少。加熱元件為不銹鋼電加熱管。
工作室左右側(cè)裝有加熱器及風道,內(nèi)部裝有風向板,使爐膛溫度均勻。工作室頂部有兩臺鼓風機,由鼓風機將爐內(nèi)空氣通過風道進行機械平流,使工作室溫度均勻。
烘箱的頂部裝有排氣孔,開啟排氣閥門可使工作室內(nèi)的空氣得到變換,從而獲得新鮮空氣,排除廢氣。在爐體后面并設有防爆門裝置,以免加熱時溫度失控而導致烘箱爆炸。
在除銹和氧化皮時,盡量采用吹砂除銹 若采用酸洗,需在酸洗液中添加若等緩劑,在除油時,采用化學除油、清洗劑或溶劑除油,滲氫量較少若采用電化學除油,先陰極后陽極:在電鍍時.堿性鍍液或高電流效率的鍍液滲氫量較少。
一般認為,在電鍍C1、Zn、Cd、NSnPh時,滲入鋼件的容易殘留下來,而u、MoA、Ag、 AU、W等金屬鍍層具有低擴散性和低溶解度 氫較少。在滿足產(chǎn)品技術(shù)條件要求的情況下,可采用不會造成滲氫的涂層,如機械鍍鋅可以,不會發(fā)生氫脆,耐蝕性高,附著力好,厚5~100um,成本低。
對電鍍過程中涉氫較多的零件原則上應盡快去氫,因為玻層中的氫和表層基體金屬中的氫在向鋼基體內(nèi)部散 其教量隨時間的延長而增加1。新的國際標準草案規(guī)定,在鍍后1h內(nèi)但不遲于3h進行去氫處理,國內(nèi)也有相應的標準,對電鍍鋅前、后的去處理作了規(guī)定電后去處理工藝廣泛采用加熱供烤,常用的供烤溫度為150-300°C,保溫2-24。具體的處理溫度和時間應根據(jù)零件大小、強度、鍍層性質(zhì)和電鍍時間的長短而定,去處理常在供箱內(nèi)進。鍍鋅零件的去氫處理溫度為10-220C,溫度控制的高應根據(jù)基體材料而定,對于彈性材料、0.5mm以下的薄壁件及機減度要求較高的鋼鐵零件 鋅后進行去處理,為了防止"鎘脆鍍鎘零件的去氯處理溫度不能太高,通常為180~200°C.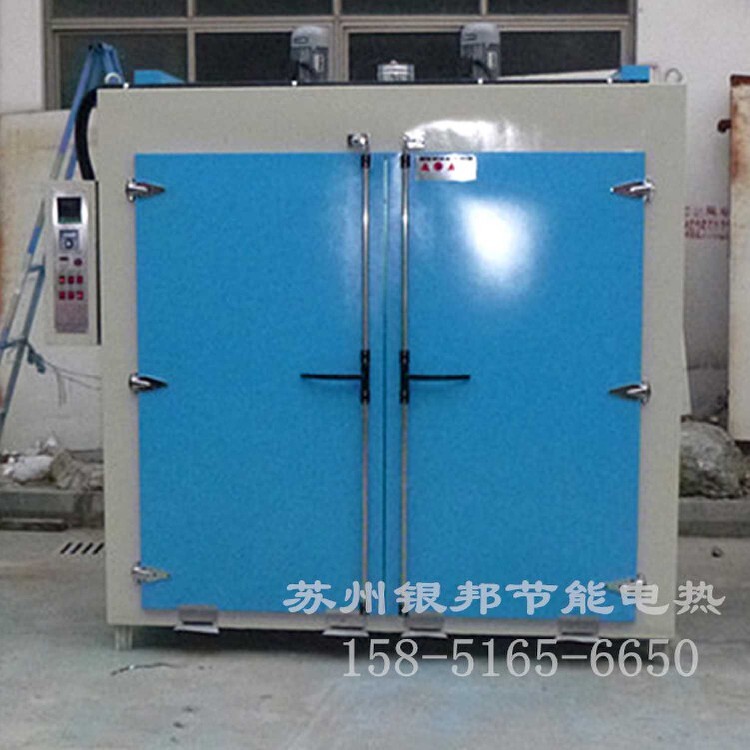
根據(jù)工件的使用要求提出除方法如鍍硬鉻,在鍍硬銘時由于電流效率過低,只有13%~18%,大部分電流消耗在氫的析出上,氫頗易擴散到鍍層和基體金屬的罪格中,滲氫較為嚴重,從而起疲勞強度的降低,影響動、靜負載強度,故在設計中應提出鍍銘后除氫處理的要求(除氫是在200-220C下熱處理2-3。經(jīng)除氫處理之后可驅(qū)除滲入鍍層和基體中60%~70%的氫,從而大大減輕了脆性而不會降低其硬度。

變壓器固化爐變壓器絕緣漆固化烘箱變壓器烘箱生產(chǎn)廠家
38500元
產(chǎn)品名:變壓器固化爐,變壓器絕緣漆固化烘箱,變壓器烘箱生產(chǎn)廠家,軌道式變壓器烘箱

電加熱隧道式烘干機網(wǎng)帶傳動式隧道爐流水線隧道烘箱
65800元
產(chǎn)品名:電加熱隧道式烘干機,網(wǎng)帶傳動式隧道爐,流水線隧道烘箱,工業(yè)隧道烘箱

500℃高溫特氟龍燒結(jié)爐四氟噴涂固化烘箱PTFE四氟燒結(jié)爐
33500元
產(chǎn)品名:高溫特氟龍燒結(jié)爐,高溫四氟噴涂固化爐,PTFE四氟燒結(jié)爐,500度高溫烘箱

電機干燥箱電機絕緣漆固化烘箱300℃推車式電機維修專用烤箱
41500元
產(chǎn)品名:電機干燥箱,電機固化爐,電機絕緣漆烘干箱,300℃推車式電機烘箱

汽車零部件除氫烘箱300℃高溫除氫烤箱電鍍合金件熱處理除氫爐
49800元
產(chǎn)品名:汽車零部件除氫烘箱,300℃高溫除氫爐,五金件去氫烘箱,高溫合金件除氫烤箱

連體式電鍍除氫烘箱標準件螺絲去氫烤箱汽車零部件除氫爐烘箱
59900元
產(chǎn)品名:連體式電鍍除氫烘箱,多工作室螺絲去氫烘箱,五金電鍍件除氫烘箱,汽車零部件除氫爐
多工作室連體式除氫爐電鍍五金件去氫烤箱汽車零部件除氫爐
48900元
產(chǎn)品名:多工作室連體式除氫爐,電鍍五金件去氫烤箱,雙連體式螺絲除氫爐,汽車零部件除氫烤箱

電鍍五金件去氫烘箱300℃鋼鐵件除氫烘箱航空零部件驅(qū)氫爐烤箱
48500元
產(chǎn)品名:電鍍五金件去氫爐,鋼鐵材料除氫烘箱,航空零部件驅(qū)氫爐,合金零件去氫烤箱