
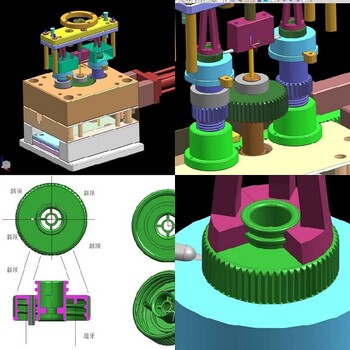


編程步驟:人工完成零件加工的數控工藝、分析零件圖紙、制定工藝決策、確定加工路線、選擇工藝參數、計算刀位軌跡坐標數據、編寫數控加工程序單、驗證程序、手工編程、刀軌仿真。
點擊文檔鏈接,可查看更多信息
耐蝕性
有些模具如塑料模在工作時,由于塑料中存在氯、氟等元素,受熱后分解析出HCI、HF等強侵蝕性氣體,侵蝕模具型腔表面,加大其表面粗糙度,加劇磨損失效。
這一工作要求編程人員能夠對零件圖樣的技術特性,幾何形狀,尺寸及工藝要求開展分析,并結合數控機床使用的基礎知識,如數控機床的規格,性能,數控系統跟特質等,確定加工方法和加工路線。數控編程是指從零件圖紙到獲得數控加工程序的全部工作過程。如圖所示。編程工作主要包括:分析零件圖樣和制定工藝方案這項工作的相關事項包括:對零件圖樣實施介紹。
鏜床的檢驗標準與其他金屬切削機床一樣有較的相關標準,標準和質量分等標準,出口產品應達到一等品。其標準主要有:JB2253-85《坐標鏜床參數》,JB3753-84《立式坐標鏜床3220錐度孔的立軸端部》,JB2255-85、ZBJ54022-89《坐標鏜床轉臺精度及技術條件》,JB2254-85《坐標鏜床精度》,JB/T2937-93《坐標鏜床技術條件》,GB/T14660-93《數控坐標鏜床精度》,ZBnJ54018-89、JB/Z356-89《臥式鏜銑床參數及系列型譜》,ZBJ54019-89《臥式鏜銑床主軸端部》,GB5289-85、JB4373-86、JB/T4241-93《臥式銑鏜床精度及技術條件》,ZBJ54023-89、JB/T5602-91《落地銑鏜床參數及系列型譜》,JB4367-86《落地銑鏜床精度》,ZBnJ54024-89《落地銑鏜床技術條件》,JB4366.1-86《落地銑鏜床鏜軸端部尺寸》,JB4366.2-86《落地銑鏜床銑軸端部尺寸》,JB4070-85、JB/Z257-86《立式精鏜床參數及系列型譜》,JB/T4289.1-94《立式精鏜床精度》,JB/T4289.2-94《立式精鏜床技術條件》,JBJ51003.1-88、ZBnJ51003.2-85《立式精鏜床鏜頭參數及技術條件》,JB/T5765-91、JB/T5601-91《臥式精鏜床參數及系列型譜》,JB5564-91《臥式精鏜床精度》,JB /T54010-93《臥式精鏜床技術條件》,ZBJ52004-88、ZBJ51002-88《臥式精鏜床、鏜頭精度及技術條件》等。
需要特別指出的是,實踐經驗是數控編程技術的重要組成部分,只能通過實際加工獲得,這是任何一本數控加工培訓教材都不可能替代的。雖然本書充分強調與實踐相結合,但應該說在不同的加工環境下所產生的工藝因素變化是很難用書面形式來表述完整的。
鼎才模具培訓學校地址:
深圳光明新區公明南莊竣勝商務大廈五樓(公明總校)
深圳市寶安區沙井街裕民路24號2樓(卓遠培訓分校)
東莞市長安鎮沙頭南區貓山東路99號(長安理工學院分校)

廈門cnc數控編程培訓UG設計UG編程CNC編程
面議
產品名:模具設計培訓
廈門同安附近UG編程培訓產品設計培訓模具設計培訓UG數控編程培訓
面議
產品名:模具設計培訓,數控編程培訓
廈門模具設計培訓-廈門模具設計培訓學校-廈門模具設計培訓班
面議
產品名:模具設計培訓,數控編程培訓
廈門榮昶模具培訓廈門數控編程培訓UG數控編程班
面議
產品名:模具設計培訓,數控編程培訓
南平UG產品編程培訓需要多久
面議
產品名:UG產品編程
廈門UG產品編程培訓需要多久
面議
產品名:UG產品編程
南昌UG產品編程培訓基地
面議
產品名:UG產品編程
萍鄉UG產品編程培訓需要多久
面議
產品名:UG產品編程