

草帽燈珠和貼片燈珠有什么區別?
1、從外形看:草帽形LED燈珠是草帽狀圓形(因此而得名),有較長的引腳;貼片LED燈珠多數是矩形的,沒有引腳或只有很短的引腳(一種手工貼片的大功率燈珠也是圓形的,有短引的除外);
2、從發光角度看:草帽形燈珠的視角邊界較明顯,貼片燈珠較不明顯;
3、從光線柔和情況看:草帽形燈珠的光線較刺眼,貼片燈珠光線較柔和;
4、從封裝透鏡看:草帽形燈珠的透鏡是硬質透明的環氧樹脂,貼片燈珠多是軟質的透明硅膠;
6、從功率大小看:草帽形燈珠的功率較小,0.5W以上的就少了(因為不易撒熱)。而貼片的燈珠功率可以做得較大。如5050封裝的貼片燈珠可以做到一顆3W的功率,草帽形的燈珠是做不到的。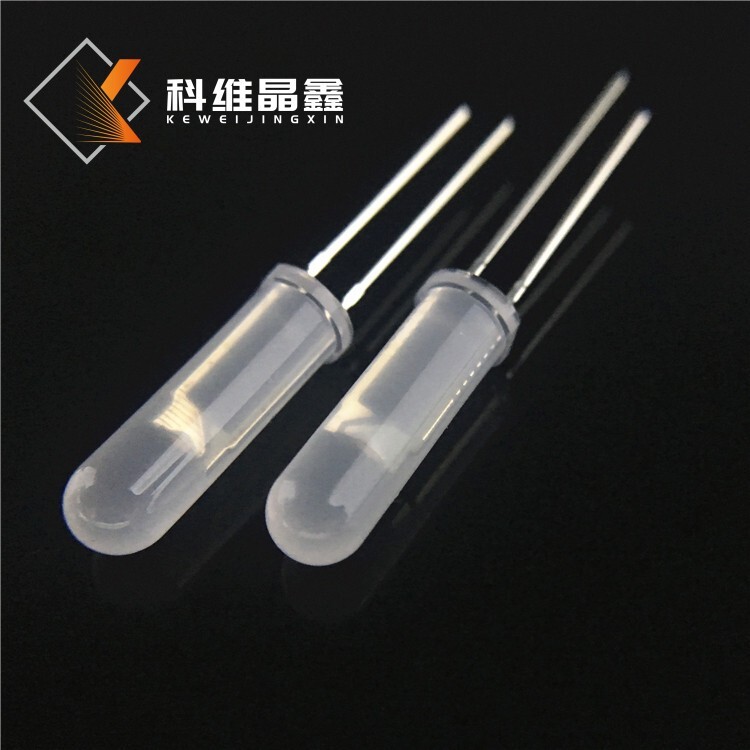 LED燈珠(led發光二極管)封裝工藝
LED燈珠(led發光二極管)封裝工藝
封裝工藝
1.LED的封裝的任務是將外引線連接到LED芯皮早卜片的電極上,同時保護好led芯片,并且起到提高光取出效率的作用。關鍵工序有裝架、壓焊、封裝。
2. LED封裝形式LED封裝形式可以說是五花八門,主要根據不同的應用場合采用相應的外觀尺寸,散熱對策和出光效果。按封裝形式分類有Lamp-LED、led TOP-LED、Side-LED、SMD-LED、High-Power-LED等。
3. LED封裝工藝流程
a)芯片檢驗
鏡檢:材料表面是否有機械損傷及麻點麻坑(lockhill)芯片尺寸及電小是否符合工藝要求電極圖案是否完整
b)擴片 由于LED芯片在劃片后依然排列緊密間距很小(約0.1mm),不利于后工序的操作。我們采用擴片機對黏結芯片的膜
進行擴張,是LED芯片的間距拉伸到約0.6mm。也可以采用手工擴張,但很容易造成芯片掉落浪費等不良問題。
c)點膠 在led支架的相應位置點上銀膠或絕緣膠。(對于GaAs、SiC導電襯底,具有背面電極的紅睜含光、黃光、黃綠芯片,采用銀膠。對于藍寶石絕緣襯底的藍光、綠光led芯片,采用絕緣膠來固定芯片。)工藝難點在于點膠量的控制,在膠休高度、點膠位置均有詳細的工藝要求。由于銀膠和絕緣膠在貯存和使用均有嚴格的要求,銀膠的醒料、攪拌、使用時間都是工藝上注意的事項。
d)備膠和點膠相反,備膠是用備膠機先把銀膠涂led背面電極上,然后把背部帶銀膠的led安裝在led支架上。備膠的效率遠點膠,但不是所有產品均適用備膠工藝。
e)手工刺片
將擴張后LED芯片(備膠或未備膠)安置在刺片臺的夾具上,LED支架放在夾具底下,在顯微鏡下用針將LED芯片一個一個刺到相應的位置上。手工刺片和自動裝架相比有一個好處,便于隨時更換不同的芯片,適用于需要安裝多種芯片的產品.
f)自動裝架
自動裝架其實是結合了沾膠(點膠)和安裝芯片兩大步驟,先在led支架上點上銀膠(絕緣膠),然后用真空吸嘴將led芯片吸起移動位置,再安置在相應的支架位置上。自動裝架在工藝上主要要熟悉設備操作編程,同時對設備的沾膠及安裝精度進行調整。在吸嘴的選用上盡量選用膠木吸嘴,防止對led芯片表面的損傷,特別是蘭、綠色芯片用膠木的。因為鋼嘴會劃傷芯片表面的電流擴散層。
g)燒結
燒結的目的是使銀膠固化,燒結要求對溫度進行監控,防止批次性不良。銀膠燒結的溫度一般控制在150℃,燒結時間2小時。根據實際情況可以調整到170℃,1小時。絕緣膠一般150℃,1小時。銀膠燒結烘箱的按工藝要求隔2小時(或1小時)打開更換燒結的產品,中間不得隨意打開。燒燃穗結烘箱不得再其他用途,防止污染。
h)壓焊
壓焊的目的將電極引到led芯片上,完成產品內外引線的連接工作。LED的壓焊工藝有金絲球焊和鋁絲壓焊兩種。右圖是鋁絲壓焊的過程,先在LED芯片電極上壓上點,再將鋁絲拉到相應的支架上方,壓上二點后扯斷鋁絲。金絲球焊過程則在壓點前先燒個球,其余過程類似。壓焊是LED裝狀技術中的關鍵環節,工藝上主要需要監控的是壓焊金絲(鋁絲)拱絲形狀,焊點形狀,拉力。對壓焊工藝的深入研究涉及到多方面的問題,如金(鋁)絲材料、超聲功率、壓焊壓力、劈刀(鋼嘴)選用、劈刀(鋼嘴)運動軌跡等等。(下圖是同等條件下,兩種不同的劈刀壓出的焊點微觀照片,兩者在微觀結構上存在差別,從而影響著產品質量。)我們在這里不再累述。
i)點膠封裝
LED的封裝主要有點膠、灌封、模壓三種。基本上工藝控制的難點是氣泡、多缺料、黑點。設計上主要是對材料的選型,選用結合良好的環氧和支架。(一般的LED無法通過氣密性試驗)如右圖所示的TOP-LED和Side-LED適用點膠封裝。手動點膠封裝對操作水平要求很高(特別是白光LED),主要難點是對點膠量的控制,因為環氧在使用過程中會變稠。白光LED的點膠還存在熒光粉沉淀導致出光色差的問題。
j)灌膠封裝
Lamp-led的封裝采用灌封的形式。灌封的過程是先在led成型模腔內注入液態環氧,然后插入壓焊好的led支架,放入烘箱讓環氧固化后,將led從模條中脫出即成型。
k)模壓封裝將壓焊好的led支架放入模具中,將上下兩副模具用液壓機合模并抽真空,將固態環氧放入注膠道的入口加熱用液壓頂桿壓入模具膠道中,環氧順著膠道進入各個led成型槽中并固化。
l)固化與后固化
固化是指封裝環氧的固化,一般環氧固化條件在135℃,1小時。模壓封裝一般在150℃,4分鐘。
m)后固化
后固化是為了讓環氧充分固化,同時對led進行熱老化。后固化對于提高環氧與支架(PCB)的粘接強度非常重要。一般條件為120℃,4小時。
n)切筋和劃片
由于led在生產中是連在一起的(不是單個),Lamp封裝led采用切筋切斷led支架的連筋。SMD-led則是在一片PCB板上,需要劃片機來完成分離工作。
o)測試
測試led的光電參數、檢驗外形尺寸,同時根據客戶要求對LED產品進行分選。
p)包裝
將成品進行計數包裝。需要防靜電袋包裝 插件LED發光二極管種類劃分?
插件LED發光二極管種類劃分?
LED產品分類很多,我們簡單地來看看分類方法。LED根據發光管發光顏色、發光管出光面特徵、發 光管結構、發光強度和工作電流、芯片材料、功能等標準有不同的分類方法。下面簡單介紹種分 類方法。
1、根據發光管發光顏色分類
根據發光管發光顏色的不同,可分成紅光、橙光、綠光(又細分黃綠、標準綠和純綠)、藍光等。 另外,有的發光二極管中包含 2 種或 3 種顏色的芯片。根據發光二極管出光處摻或不摻散射劑、有 色還是無色,上述各種顏色的發光二極管還可分成有色透明、無色透明、有色散射和無色散射四種類 型。
2、根據發光管出光面特徵分類
根據發光管出光面特徵的不同,可分為圓燈、方燈、矩形、面發光管、側向管、表面安裝用微型管等。
圓形燈按直徑分為φ2mm、φ4.4mm、φ5mm、φ8mm、φ10mm及φ20mm等。國外通常把φ3mm 的發光二極管記作T-1;把φ5mm的記作T-1(3/4);把φ4.4mm的記作T-1(1/4)。
由半值角大小可以估計圓形發光強度角分布情況。從發光強度角分布圖來分有三類:
(1)高指向性。一般為尖頭環氧封裝,或是帶金屬反射腔封裝,且不加散射劑。半值角為 5°~20° 或更小,具有很高的指向性,可作局部照明光源用,或與光檢出器聯用以組成自動檢測系統。
(2)標準型。通常作指示燈用,其半值角為 20°~45°。
(3)散射型。這是視角較大的指示燈,半值角為 45°~90°或更大,散射劑的量較大。
3、根據發光二極管的結構分類
根據發光二極管的結構,可分為全環氧包封、金屬底座環氧封裝、陶瓷底座環氧封裝及玻璃封裝等。
4、根據發光強度和工作電流分類
根據發光強度和工作電流,可分為普通亮度LED(發光強度<10mcd)、高亮度led(10~100mcd)>100mcd)。一般LED的工作電流在十幾mA至幾十mA,而低電流LED 的工作電流在 2mA以下(亮度與普通發光管相同)。
5、按功率分:有小功率LED(0.04-0.08W),中功率LED(0.1-0.5W),大功率LED(1-500W), 隨著技術的不斷發展,LED的功率越做越大.
高亮led直插燈珠F3mm圓頭紅光0.2W
0.1元
產品名:直插燈珠,圓頭紅光
直插F3白發紅亮樣品免費/產品質保三年
0.1元
產品名:F3白發紅,紅光燈珠

F3圓頭燈珠白發紅波長620LED直插發光二極管
0.1元
產品名:F3白發紅,發光二極管
3毫米插件紅燈高亮耐高溫透明發光二極管
0.1元
產品名:插件紅燈,發光二極管
3mm大芯片反極LED晶元方片亮紅光
0.1元
產品名:F3圓頭紅光,反極紅光
插件led燈珠F3白發紅短腳晶元芯片金線
0.1元
產品名:插件燈珠,白發紅燈珠
led發光二極管3mm圓頭水色清透紅燈
0.1元
產品名:發光二極管,圓頭紅光
f3圓頭白發紅晶元芯片高亮燈珠質保三年
0.1元
產品名:F3圓頭白發紅,LED燈珠