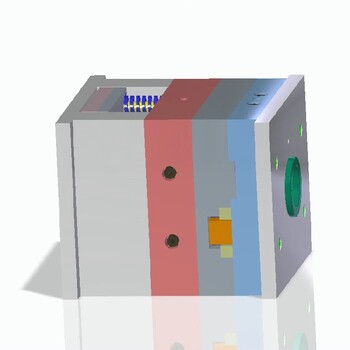
在注塑過程中,注塑機噴嘴處的壓力高,以克服熔體全程中的流動阻力。其后,壓力沿著流動長度往熔體前端波前處逐步降低,如果模腔內部排氣良好,則熔體前端后的壓力就是大氣壓。
影響熔體填充壓力的因素很多,概括起來有3類:⑴材料因素,如塑料的類型、粘度等;⑵結構性因素,如澆注系統的類型、數目和位置,模具的型腔形狀以及制品的厚度等;⑶成型的工藝要素。
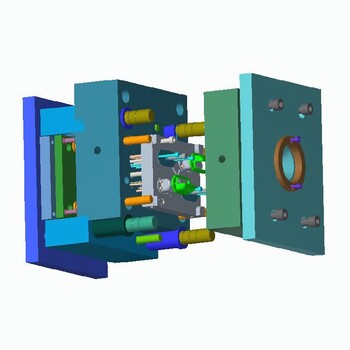
在外力作用下使坯料成為有特定形狀和尺寸的制件的工具。廣泛用于沖裁、模鍛、冷鐓、擠壓、粉末冶金件壓制、壓力鑄造,以及工程塑料、橡膠、陶瓷等制品的壓塑或注塑的成形加工中。模具具有特定的輪廓或內腔形狀,應用具有刃口的輪廓形狀可以使坯料按輪廓線形狀發生分離(沖裁)。應用內腔形狀可使坯料獲得相應的立體形狀。模具一般包括動模和定模(或凸模和凹模)兩個部分,二者可分可合。分開時取出制件,合攏時使坯料注入模具型腔成形。模具是精密工具,形狀復雜,承受坯料的脹力,對結構強度、剛度、表面硬度、表面粗糙度和加工精度都有較高要求,模具生產的發展水平是機械制造水平的重要標志之一。
包括塑料模(如雙色模具、壓塑模和擠塑模等) 、橡膠模和粉末冶金模等。 根據結構特點,模具又可分為平面的沖裁模和具有空間的型腔模。模具一般為單件,小批生產。
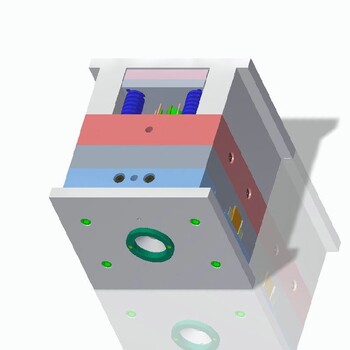
是先把塑料加入到注射機的加熱料筒內,塑料受熱熔融,在注射機螺桿或柱塞的推動下,經噴嘴和模具澆注系統進入模具型腔,由于物理及化學作用而硬化定型成為注塑制品。注射成型由具有注射、保壓(冷卻)和塑件脫模過程所構成循環周期,因而注射成型具有周期性的特點。熱塑性塑料注射成型的成型周期短、生產,熔料對模 具的磨損小,能大批量地成型形狀復雜、表面圖案與標記清晰、尺寸精度高的塑件;但是對于壁厚變化大的塑件,難以避免成型缺陷。塑件各向異性也是質量問題之 一,應采用一切可能措施,盡量減小。
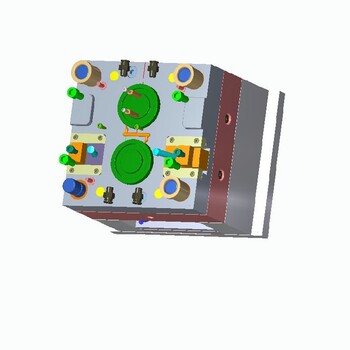
亦稱鑄壓成型。是將塑料原料加入預熱的加料室內,然后把壓柱放入加料室中鎖緊模具,通過壓柱向塑料施加壓力,塑料在高溫、高壓下熔化為流動狀態,并通過澆注系統進入型腔逐漸固化成塑件。此種成型方法,也稱傳遞模塑成型。壓注成型適用于各低于固性塑料,原則上能進行壓縮成型的塑料,也可用壓注法成型。但要求成型物料在低于固化溫度時,熔融狀態具有良好的流動性,在固化溫度時,有較大的固化速率。

嘉興定制注塑加工報價,塑料件
0.56元
產品名:注塑加工,塑膠加工,塑料件,塑料加工

嘉興定制智能電器塑料外殼塑膠產品設計,嘉興塑料模具廠
面議
產品名:智能塑料外殼,嘉興注塑加工, 嘉興塑料模具廠
蘇州銷售塑料模具廠家,塑料加工注塑模具方形燈罩
8000元
產品名:注塑模具
蘇州銷售注塑模具公司,塑料加工注塑模具透明配件
8000元
產品名:注塑模具
蘇州銷售塑料模具廠家,塑料加工注塑模具防護燈罩
8000元
產品名:注塑模具
蘇州供應注塑模具公司,塑料加工注塑模具塑膠燈罩殼
8000元
產品名:注塑模具
蘇州銷售塑料模具報價,塑料加工注塑模具PS燈罩
8000元
產品名:注塑模具
蘇州銷售塑料模具廠家,塑料定制注塑模具透明零部件
8000元
產品名:注塑模具