





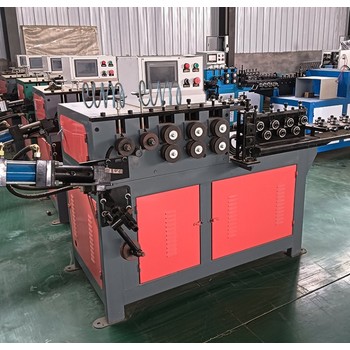
用途
鋼筋直螺紋滾壓機。主要用于建筑工程帶肋鋼滾軋直螺紋絲頭,是實現鋼筋連接的關鍵設備。可加工直徑16-40mm的HRB335和HRB400級帶肋鋼筋。
特點
鋼筋直螺紋滾壓機,可一次裝夾完成從剝肋到滾軋螺紋的加工過程。加工螺紋的牙形飽滿,尺寸精度高,機械強度高。既可加工正扣螺紋,也可加工反扣螺紋。本機操作簡單、結構緊湊、工作可靠,具有特的刀具自動開合機構。可加工直徑范圍為16-40mm的HRB335和HRB400級鋼筋。
結構
鋼筋直螺紋滾壓機,由機架、夾緊鉗、導軌、滑板、擺線針輪減速機、剝肋滾軋頭、進給機構、自動開合機構、行程限位機構、冷卻系統、電器控制箱、控制系統等部分組成。
鋼筋套絲機主要技術參數
1.加工鋼筋直徑范圍:φ16-φ40mm
2.主電機功率:4.0 KW
3.配用電源:三相380V 50Hz
4.主軸轉速:40-62r/min
5.大加工長度:80mm
6.重量:560kg
手動款40型、手動款50型
數控型50型
直螺紋鋼筋套絲機使用方法
(一)加工前的準備
1.按要求接好電源線和接地線,接通電源。電源為三相380V 50Hz的交流電源,為人身安全請使用帶漏電保護功能的自動開關。
2.冷卻液箱中,加足溶性冷卻液(嚴禁加油性冷卻液)。
(二)空車試轉
1.接通電源。檢查冷卻水泵工作是否正常。
2.操作按鈕,檢查電器控制系統工作是否正常。
直螺紋鋼筋套絲機操作過程
1.接通電源,打開冷卻水閥門,按下正轉起動按鈕,即可轉動進給手柄,向工件方向進給實現切削,當剝肋長度達到要求時,剝肋刀自動張開,轉動手柄繼續進給,即可實現滾軋螺紋,當滾絲輪與鋼筋接觸時一定要用力,并使主軸旋轉一周。軸向進給一個螺距長度,當進給到一定程度后,即可實現自動進給,直到整個滾軋過程完成后自動停車,按下反轉起動按鈕,即可實現自動退刀。
2.當自動退刀結束后順時針轉動進給手柄,將滾軋頭退回到初始位置,此時剝肋刀自動復位。卸下加工完成的工件即可。
3.用環規檢查螺紋長度,誤差在范圍內為合格;同時用螺紋通止規檢查絲頭尺寸,通規能旋入,止規不能旋入或不能完全旋入為合格。
4.滾軋反絲時,先將滾軋頭中的滾絲輪任意兩個互換位置;再將行程開關壓塊前后互換位置,并行程不變。
5.滾軋反絲時,按下正轉起動按鈕,轉動進給手柄向工件方向進給實現切削,當剝肋長度達到要求時,剝肋刀自動張開,停止進給,此時按下停止按鈕停車后,按下反轉按鈕,滾軋頭反向旋轉,操縱手柄繼續進給,即可滾軋反扣螺紋,當滾絲輪與鋼筋接觸時,一定要用力,并使主軸轉一周,軸向進給一個螺距長度,當進給到一定程度后,即可實現自動進給,直到整個滾軋過程完成后自動停車。按下正轉起動按鈕,即可實現自動退刀。
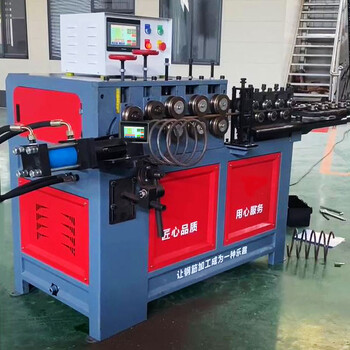
鋼筋滾絲機結構
由機體、夾緊鉗、滑桿、擺線針輪減速機、剝肋滾軋頭、進給機構、自動開合機構、行程限位機構、自動回車機構、冷卻機構、電器控制箱、控制系統等部分組成。
機器特點
此機型是HGS-40DZ的升級版
(1)加工鋼筋機器范圍14~40mm.
(2)減速機為新型雙耳減速機,直接安裝在雙圓柱軌道上,磨擦力小,操作省力,精密度高,穩定性好。
(3)前口采用鋼板焊接技術關鍵磨損部位采用了軸結構,磨損后只換軸套即可,節省了換修成本和大量時間。
(4)刀架采用滲碳熱處理技術,強度高,耐磨性好。
(5)電機都是大功率標準銅線電機,減速機采用產品,總體性能穩定,質量可靠,滾絲輪和偏心軸等部件也是目前市場上通用產品,價格也不貴。
(6)所有機頭螺絲采用強度12.9級螺絲,質好耐用。
螺旋筋成型機操作步驟須知
5000元
產品名:螺旋筋成型機,螺旋筋機,螺旋筋

新手小白如何正確選擇螺旋筋成型機型號
5000元
產品名:螺旋筋成型機,螺旋筋,螺旋筋機,螺旋筋機型號

螺旋筋成型機安全操作以及維護保養
10000元
產品名:螺旋筋成型機,螺旋筋機,螺旋筋,維護保養

扁鐵抱箍機型號加工范圍的了解
8100元
產品名:扁鐵抱箍機,抱箍機,抱箍,抱箍機型號

數控鋼筋彎箍機出口嘜頭不可少
8100元
產品名:數控鋼筋彎箍機,鋼筋彎箍機,數控彎箍機,彎箍機
螺旋筋成型機的鋼筋螺距范圍
12300元
產品名:螺旋筋成型機,螺旋筋機,螺距范圍,鋼筋螺旋筋機

零誤差數控調直機不出刀不回刀解決方法
18000元
產品名:零誤差數控調直機,數控調直機,液壓調直機,調直機不出刀
數控螺旋筋彎圓機尺寸調節方法
29000元
產品名:數控螺旋筋彎圓機,螺旋筋彎圓機,彎圓機調節