



管材常規長度6米,有部分常規有 ,其他長度尺寸需要定制(起定時間需要一周以上)一般有250*250(以下)*4-6mm規格方管相對容易定制,其他的定制時間比較長材質一般是Q235比較容易定制,其他材質需要有起定量和較長時間
異形管材、異形尺寸需要定制和開模,開模時間需要12天-15天,生產周期一般需要一周左右,具體的生產時間需要根據數量確定。
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內,每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質問題都會導致焊縫不美觀、不光潔,氣孔、焊渣較多的現象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質量要好,煜工師傅要對不同厚度板材進行調整電流 電壓以及焊速。
精工下料
焊接制作
泰耀照明焊接工藝分為氣保焊 、氬弧焊、激光焊、電焊
焊接順序:精工下料后根據不同的桿形先做工裝,進行首件打樣(參與人員有技術部負責人生產部負責人質檢負責人及一線焊工組組長)。確認無誤達標后方可進行批量生產。
泰耀照明打磨:一般采用角磨機、磨頭鉆進行人工打磨至光滑平整。
泰耀照明噴塑:鍍鋅后桿件返廠-燈桿較直根據不同規格的絲牙進行攻牙,上螺栓--粗打磨(去鋅渣360無死角打
磨,打磨后要求鋅層均值厚度達到65um)-焊接拼接處或整桿刮高溫膩子自然風干后再用氣磨機精磨。
根據特定工藝要求可整桿進行水磨研磨拋光處理,確保桿件表面光滑平整,按所需顏色噴涂塑粉,檢
查桿件噴涂表面是否有堆粉、積粉,確認好沒問題,將噴好塑粉的燈桿送至烘箱內進行高溫烘烤。爐
內溫度一般為200-230°進行烘烤45分鐘左右后出爐,然后冷卻30多分鐘左右,將其燈桿卸在格登上
進行全面檢查,對有氣泡、漏底、釘眼、堆粉、等瑕疵進行氣磨修復處理(無特別要求,采用電腦調
漆修補即可,高標準的重新噴塑,采用油漆修補成本低、速度快,但會有色差,修補處耐候性差
再次噴塑修復,成本高,速度慢,無色差、耐候性好。
噴塑厚度均值厚80-120um(附著力較強),過厚影響附著力,噴塑附著力檢測:百格檢測(工具:百格刀)
并采用3M膠帶,粘粘數次不易脫落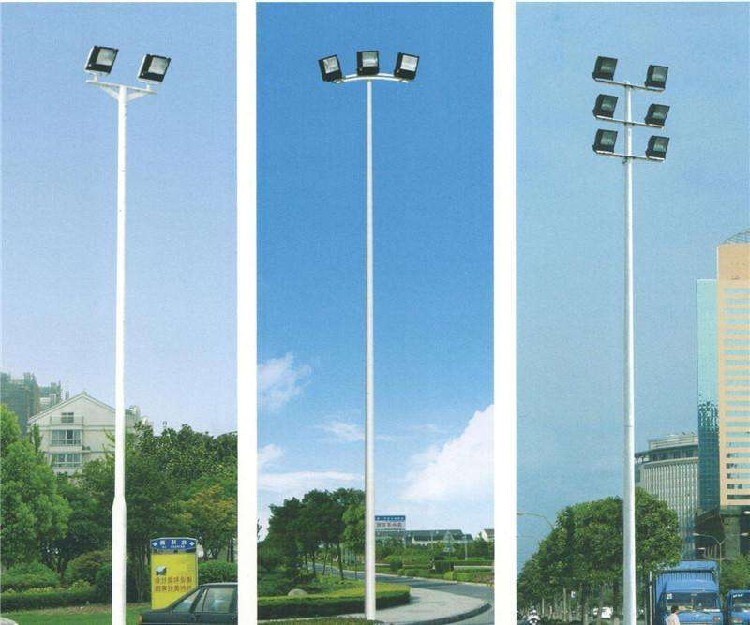
安裝
準備
1.根據裝車和裝箱清單仔細清點全部構件。
2.檢查構件是否破損、彎曲、扭曲,鋅層是否破壞。
3.每節桿體上的標牌標明桿體的類型、定單號、分段數。在桿體內側用彩筆標明了桿體的重量。較核發貨是否正確,吊車起吊能力是否足夠。
4.依據圖紙上提供的大和小套接長度,在桿體上做好標記,供套接時使用。
裝配
1.每個拼接處提供一套接長度,但由于制造、安裝誤差及物理因素等影響,存在套接長度的變化,故提供大套接長度和小套接長度。
2.為了使安裝方便,可能需要潤滑配合面。注意不得使用潤滑油以防漏出并污染桿體,可以用肥皂水潤滑套接內外表面。
3.套接時要在兩端施加必要的力,以獲得緊密的套接。
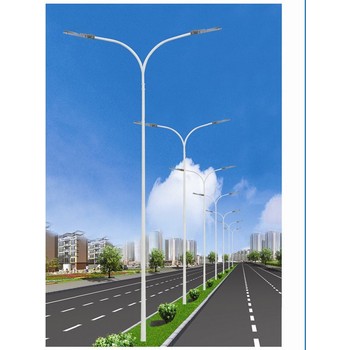
高桿燈,顧名思義,就是燈桿很高的燈。而中桿燈,就是燈桿高度比高桿燈矮,但比常規一般路燈要高的路燈。
高桿燈和中桿燈區別:
一:燈桿高度。高桿燈高度為15米-40米,中桿燈高度為12米-15米。
二:使用范圍。高桿燈一般應用在廣場、碼頭、車站等人流量大的大型區域,中桿燈則使用在高速路口、服務區、道路路口作燈光補償。
三:光源配置。高桿燈按照照明需求光源發光角度為360度,光源安裝的燈具跟中桿燈一樣都是投光燈,常規有8頭,12頭,18頭,36頭,中桿燈光源配置一般較少,為局部區域照明,常規有雙頭、3頭、4頭,功率配置也要低于高桿燈。
四:升降系統:高桿燈由于高度高,為便于安裝維護,都配有升降系統,而中桿燈則一般沒有。

云南臨滄葫蘆造型雙頭LED路燈廠家
500元
產品名:昆明路燈,鋰電池,光源,電池板
8米100W太陽能LED鋰電池光伏路燈
800元
產品名:高桿燈廠家,浦東太陽能路燈,路燈廠家批發,高桿燈基礎制作

道路指示標志牌桿件
面議
產品名:標志牌,標志牌桿件

內蒙古太陽能路燈廠家
500元
產品名:電池板,鋰電池,LED光源,控制器
河南濮陽民族特色太陽能路燈
500元
產品名:燈桿,鋰電池,電池板,控制器

車行紅綠信號燈產品介紹
1000元
產品名:信號燈,紅綠燈,人形信號燈,監控八棱桿件

帶升降的LED高桿燈20-35米廠家
1000元
產品名:LED光源,15米高桿燈,20米帶升降高桿燈,25米高桿燈

設計定制款LED庭院燈廠家,批發價格
300元
產品名:Q235材質,LED飛利浦芯片,仿古庭院燈燈頭,雙面發光光源