





五金沖壓件模具的使用壽命與沖壓件模具結構設計、沖壓件模具鋼材選用、熱處理、表面處理、機械加工研磨、線切割工藝,沖壓設備、沖壓材料及工藝,沖壓件模具潤滑、保養維平差等諸多因素有關。
其中引起沖壓件模具失效的各種因素中,沖壓件模具結構不公道、選材不當約占25%,熱處理不當約占45%,工藝題目約占10%;設備題目、滑潤題目等因素約占20%。金沖壓件安裝后要留意保養,防止生銹侵蝕.在日常使用時要輕關輕開,防止硬關硬開,造成損壞。
以下為如何防止損壞:
1、滑撐鉸鏈不得采用鋁合金材料,應采用不銹鋼材料。
2、對寬度超過1米的推拉窗,或安裝雙層玻璃的門窗,宜設置雙滑輪,或選用動彈滑輪。
3、五金配件金應安裝,門窗鎖、拉手等應在窗門扇入框后再組裝,位置準確,開關靈活。
4、用緊固螺絲安裝五金件,必需內設金屬襯板,襯板厚度至少應大于緊固件牙距的兩倍。不得緊固在塑料型材上,也不得采用非金屬內襯。
5、用五金配格和機能應符合現行尺度和有關劃定,并與選用塑鋼門窗相匹配。
6、安裝后要留意保養,防止生銹侵蝕。在日常使用時要輕關輕開,防止硬關硬開,造成損壞。
沖壓件是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件的成形加工方法。沖壓和鍛造同屬塑性加工,合稱鍛壓。沖壓的坯料主要是熱軋和冷軋的鋼板和鋼帶。冷沖壓件一般不再經切削加工,或僅需要少量的切削加工。熱沖壓件精度和表面狀態低于冷沖壓件,但仍優于鑄件、鍛件,切削加工量少。鋼板沖壓件腳手架是為了各施工過程順利進行而搭設的工作平臺。按搭設的位置分為外腳手架、里腳手架;按材料不同可分為木腳手架、竹腳手架、鋼管腳手架;按構造形式分為立桿式腳手架、橋式腳手架、門式腳手架、懸吊式腳手架、掛式腳手架、挑式腳手架、爬式腳手架。熱沖壓將金屬加熱到一定的溫度范圍的沖壓加工方法。優點為可內應力,避免加工硬化,增加材料的塑性,降低變形抗力,減少設備的動力消耗。汽車的車身、底盤、油箱、散熱器片,鍋爐的汽包、容器的殼體、電機、電器的鐵芯硅鋼片等都是沖壓加工的。儀器儀表、家用電器、自行車、辦公機械、生活器皿等產品中,也有大量沖壓件。
1.沖壓時產生翻料、扭曲的原因
在級進模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。沖件產生翻料、扭曲的主要原因為沖裁力的影響。沖裁時,由于沖裁間隙的存在,材料在凹模的一側受拉伸(材料向上翹曲),靠凸模側受壓縮。當用卸料板時,利用卸料板壓緊材料,防止凹模側的材料向上翹曲,此時,材料的受力狀況發生相應的改變。隨卸料板對其壓料力的增加,靠凸模側之材料受拉伸(壓縮力趨于減小),而凹模面上材料受壓縮(拉伸力趨于減小)。沖壓件的翻轉即由于凹模面上的材料受拉伸而致。所以沖裁時,壓住且壓緊材料是防止沖件產生翻料、扭曲的。
2.抑制沖壓件產生翻料、扭曲的方法
(1).合理的模具設計。在級進模中,下料順序的安排有可能影響到沖壓件成形的精度。針對沖壓件細小部位的下料,一般先安排較大面積之沖切下料,再安排較小面積的沖切下料,以減輕沖裁力對沖壓件成形的影響。
(2).壓住材料。克服傳統的模具設計結構,在卸料板上開出容料間隙(即模具閉合時,卸料板與凹模貼合,而容納材料處卸料板與凹模的間隙為材料厚t-0.03~0.05mm)。如此,沖壓中卸料板運動平穩,而材料又可被壓緊。關鍵成形部位,卸料板一定做成鑲塊式結構,以方便解決長時間沖壓所導致卸料板壓料部位產生的磨(壓)損,而無法壓緊材料。
(3).增設強壓功能。即對卸料鑲塊壓料部加厚尺寸(正常的卸料鑲塊厚H+0.03mm),以增加對凹模側材料的壓力,從而抑制沖切時沖壓件產生翻料、扭曲變形。
(4).凸模刃口端部修出斜面或弧形。這是減緩沖裁力的有效方法。減緩沖裁力,即可減輕對凹模側材料的拉伸力,從而達到抑制沖壓件產生翻料、扭曲的效果。
(5).日常模具生產中,應注意維護沖切凸、凹模刃口的鋒利度。當沖切刃口磨損時,材料所受拉應力將,從而沖壓件產生翻料、扭曲的趨向加大。
(6).沖裁間隙不合理或間隙不均也是產生沖壓件翻料、扭曲的原因,需加以克服。
3.生產中常見具體問題的處理
在日常生產中,會遇到沖孔尺寸偏大或偏小(有可能超出規格要求)以及與凸模尺寸相差較大的情形,除考慮成形凸、凹模的設計尺寸、加工精度及沖裁間隙等因素外,還應從以下幾個方面考慮去解決。
(1).沖切刃口磨損時,材料所受拉應力,沖壓件產生翻料、扭曲的趨向加大。產生翻料時,沖孔尺寸會趨小。
(2).對材料的強壓,使材料產生塑性變形,會導致沖孔尺寸趨大。而減輕強壓時,沖孔尺寸會趨小。
(3).凸模刃口端部形狀。如端部修出斜面或弧形,由于沖裁力減緩,沖件不易產生翻料、扭曲,因此,沖孔尺寸會趨大。而凸模端部為平面(無斜面或弧形)時,沖孔尺寸相對會趨小。
在具體的生產實踐中,應針對具體問題作具體分析,從而找出解決問題的方法。
以上主要介紹了沖裁時,沖件產生翻料、扭曲的原因及解決對策。

光伏支架管光伏支架不銹鋼掛鉤光伏太陽能鋁合金支架廠家
面議
產品名:光伏支架,光伏支架不銹鋼掛鉤,光伏板防滑雪掛鉤,太陽能光伏掛鉤,304光伏支架掛鉤,屋頂光伏,不銹鋼光伏掛鉤廠家,光伏屋頂掛鉤,光伏掛鉤,掛鉤光伏

沖壓件模具加工方法汽車配件加工工廠不銹鋼沖壓拉伸件加工
面議
產品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片

汽車配件沖壓件加工汽車配件加工件不銹鋼拉伸沖壓件加工廠
面議
產品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片
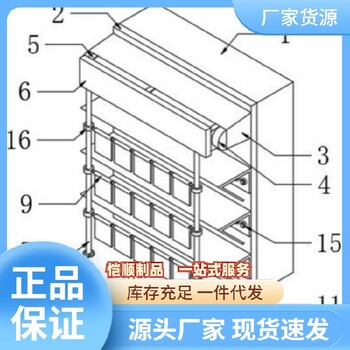
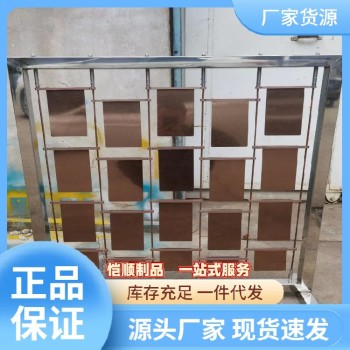
風動景墻價格內部結構風動鋁板幕墻
面議
產品名:風鈴,風中舞動的精靈,讓墻面動起來,施工工藝,怎么安裝,內部結構
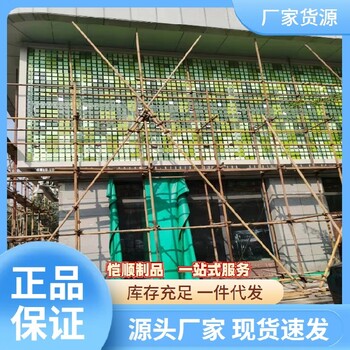
多種顏色可定制風動幕墻施工,風動幕墻單價,規格齊全
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻
現貨易安裝風動幕墻安裝,源頭工廠,風動幕墻施工
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻

造型多樣景觀風動幕墻,建筑裝飾,風動幕墻施工
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻

外立面設計風動片裝飾幕墻,景觀雕塑,風動幕墻價格
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻