




重復性投產 模具的使用是有壽命的。當一付模具的使用超過其壽命時,就要更換新的模具,所以模具的生產往往有重復性。
仿形加工 模具生產中有時既沒有圖樣,也沒有數據,而且要根據實物進行仿形加工。這就要求仿制精度高,不變形。
模具材料,硬度高 模具的主要材料多采用合金鋼制造,特別是高壽命的模具,常采用Crl2,CrWMn等萊氏體鋼制造。這類鋼材從毛坯鍛造、加工到熱處理均有嚴格要求。因此加工工藝的編制就更加不容忽視,熱處理變形也是加工中需認真對待的問題。
根據上述諸多特點,在選用機床上要盡可能滿足加工要求。如數控系統的功能要強,機床精度要高,剛性要好,熱穩定性要好,具有仿形功能等。
1模具生產過程中有哪些特點、工藝方法和要求?
(1)、模具生產的特點
模具生產制造技術集中了機械加工的很多技術,有機電結合加工,也離不開鉗工手工操作。
① 模具生產方式的選擇
a) 零件批量小的模具生產,采用單件及配制的方式。
b) 零件件批量較大,采用成套性生產。
c) 如果同一種零件件制品需多個模具完成,加工和調整模具時應保持前后的連續性。
② 模具制造的特點:
a) 同一工序的加工內容較多,故生產效率較低。
b) 要求工人的技術等級較高。
c) 模具某些工作部分的尺寸及位置,經過試驗后來確定。
d) 裝配后遠均需試模、調整及修模。
e) 模具生產周期一般較長,成本較高。
f) 模具生產是典型的單件生產,故生產工藝、管理方式、制造工藝都具有特的規律性和性。
(2)、模具生產的步驟:
① 模具圖樣設計 包括模具總裝圖、零件圖。
② 制訂工藝規程 即 制訂出整個模具或零部件的加工工藝及操作方法,填寫工藝卡。
③ 零部件的生產 即按工藝卡上制訂的工藝加工零部件。
④ 裝配。
⑤ 試模與調整 在壓力機上邊試邊調整,校正,直到生產出合格的零件。
⑥ 檢驗和包裝 檢驗外觀,打好刻記,將試出的另件制品隨同模具一起打包。
(3)、模具加工的工藝方法:
① 鑄造加工 鋅合金鑄造,低熔點合意鑄造,鈹銅合意鑄造及合成樹脂澆注。
② 切削加工 普通機床加工,仿形銑加工,成形磨加工雕刻,數控機床加工。
③ 特種加工 電加工(電火花,線切割,電解)腐蝕加工超聲波加工。
④ 粗加工 以去除大部分余量為目的。
⑤ 精加工 使工件達到較高的加工精度及表面質量。
⑥ 整修加工 拋光、導柱 、導套的研磨。
(4)、模具制造過程的基本要求
① 加工質量。
② 制造周期。
③ 較低的成本。
④ 提高工藝水平。
⑤ 良好的工作條件。
模具加工(Mold Making)是指成型和制坯工具的加工,此外還包括剪切模和模切模具。 通常情況下,模具有上模和下模兩部分組成。將鋼板放置在上下模之間,在壓力機的作用下實現材料的成型,當壓力機打開時,就會獲得由模具形狀所確定的工件或去除相應的廢料。 小至電子連接器,大 至汽車儀表盤的工件都可以用模具成型。 級進模是指能自動的把加工工件從一個工位移動到另一個工位,并在后一個工位得到成型零件的一套模具。模具加工工藝包括:裁模、沖坯模、復合模、擠壓模、四滑軌模、級進模、沖壓模、模切模具等。
1.金屬沖壓模具:連續模、單沖模、復合模、拉伸模
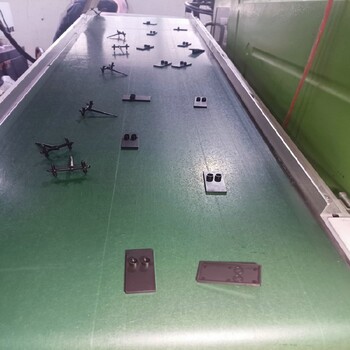
常見的昱卓模具圖片
常見的昱卓模具圖片
2.塑膠成型模:注塑模、擠塑模、吸塑模
3.壓鑄模具
4.鍛造模具
5.粉末冶金模具
6.橡膠模具
1.良好的導熱性 在注塑成型時,良好的模溫控制對塑料件質量影響較大,特別是在加工半結晶性熱塑料件時更顯重要。通常,銅合金比銅合鋼導熱性要好的多,但是它的彈性模量,硬度和耐用度較低。鋼材的導熱性不足可用冷卻系統來補償。
2.良好的尺寸穩定性 注塑模在成型操作時,模具行腔的溫度要達到300度以上,溫差這么大,易使行腔結構發生微觀變化,從而趙成模具尺寸變化,使得塑料件尺寸不穩定。3.拋光性能好 模具行腔內壁要求很高,粗糙度非常小,以適應塑料表面良好光澤度的要求,對此,對模腔一般要進行拋光處理,表面越亮越好,為此,要求模具材料易于拋光,所以選用的材料不應該有雜質和氣孔等缺陷。
注塑模具安裝:
1、安裝前的準備
確認冷卻水水路,螺絲擰入機板的深度是螺絲直徑的1.5-1.8倍。擰入不足的話容易滑牙,且有模具掉落的風險。 確認生產所需要的作業人員,物料,工具,文件,設備輔機等是否。
2、吊模的方法
吊模不水平時,安裝的模具前后模型腔會有不同程的段差出現,對于生產精密的產品來說,就會出現同心度不良,段差不良,齒形精度不良,距離不良等現象。
在安裝模具時,我們就必需要注意此問題,當吊模進去合到手能推動較小位置時,停止合模。松動與擰緊吊環,以前模為基準(因為前模有定位圈固定),觀看后模部份,與前模水平佳時,模具型腔位置吻合,繼續合模至完成,但不要起動高壓較好。 (上模合模一定先不要起高壓,待確認合模能正常方可起高壓)。
3、打螺絲的方法
低溫即50度以下模溫的模具,可合模至高壓起動時,前后模對角擰緊螺絲,8個螺絲擰完即可,50度以上模溫時,模溫到達之前螺絲不要擰太緊,待模溫到達后再高壓起動,對角擰緊螺絲。
模具材料隨溫度的升高會澎脹,體積。模溫高時就更加明顯,如果在升溫前就擰緊螺絲,對模具壽命及其模具精度都有一定的影響。
4、附材的使用
當模具厚度不夠,就必需加裝模板。當模溫較高時,機板與模具之間就好裝上隔熱板。不管是模板或是隔熱板,其平面度一定要盡可能的小。
如果其平面度較大時,則模具前后模不平行,高壓閉合后一樣存在差別,從而影響產品質量。當模溫到達設定值后,檢查模具實際溫度,在進行一次模厚調整。
注塑模的硬度通常在50-60HRC以下,經過熱處理的模具應有足夠的表面硬度,以模具有足夠的剛度。模具在工作中由于注塑的填充與流動要承受較大的壓應力與摩擦力,要求模具保持形狀的精度與尺寸精度的穩定性,模具有足夠的使用壽命。模具的耐磨性取決于鋼材的化學成分與熱處理硬度,因此增強模具的硬度有利于增強其耐磨性。
大多數注塑成型模具,除EMD加工外還需進行一定的切削加工與鉗工修配。為切削的使用壽命,增強切削性能,減少表面粗糙度,注塑模具用鋼的硬度適當。
在20世紀70年代,亨德利接著開發了氣體輔助注塑成型過程,并允許生產復雜的、中空的產品,迅速冷卻。這大大提高了設計靈活性以及力量和終點制造的部件,同時減少生產時間、成本、重量和浪費。
塑化壓力:(背壓)采用螺桿式注射機時,螺桿頂部熔料在螺桿轉動后退時所受到的壓力稱為塑化壓力,亦稱背壓。這種壓力的大小是可以通過液壓系統中的溢流閥來調整的。在注射中,塑化壓力的大小是隨螺桿的設計、制品質量的要求以及塑料的種類不同而需要改變的,如果說這些情況和螺桿的轉速都不變,則增加塑化壓力會加強剪切作用,即會提高熔體的溫度,但會減小塑化的效率,增大逆流和漏流,增加驅動功率。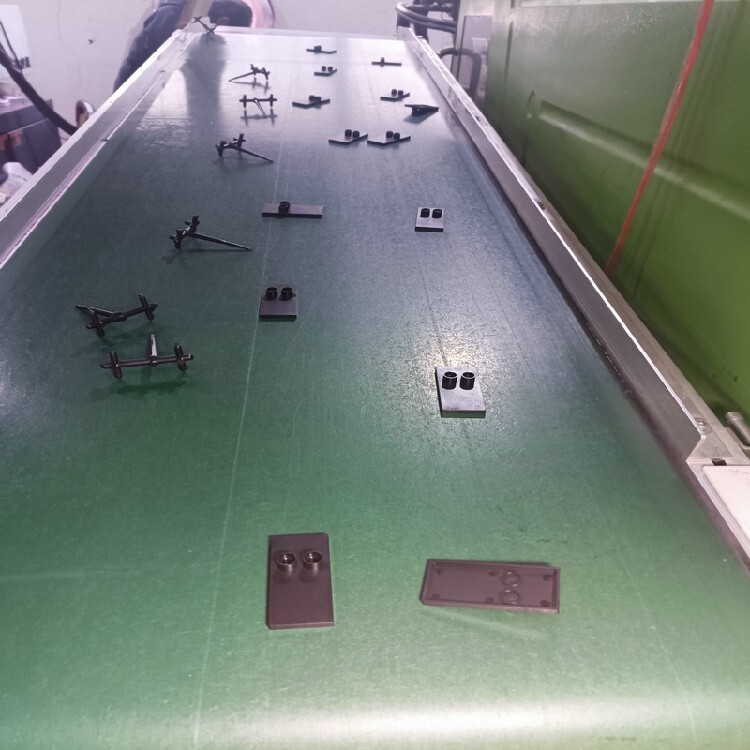
注塑時間要遠遠低于冷卻時間,大約為冷卻時間的1/10~1/15,這個規律可以作為預測塑件全部成型時間的依據。在作模流分析時,只有當熔體完全是由螺桿旋轉推動注滿型腔的情況下,分析結果中的注塑時間才等于工藝條件中設定的注塑時間。如果在型腔充滿前發生螺桿的保壓切換,那么分析結果將大于工藝條件的設定。

嘉興定制注塑加工報價,塑料件
0.56元
產品名:注塑加工,塑膠加工,塑料件,塑料加工

嘉興定制智能電器塑料外殼塑膠產品設計,嘉興塑料模具廠
面議
產品名:智能塑料外殼,嘉興注塑加工, 嘉興塑料模具廠
蘇州銷售塑料模具廠家,塑料加工注塑模具方形燈罩
8000元
產品名:注塑模具
蘇州銷售注塑模具公司,塑料加工注塑模具透明配件
8000元
產品名:注塑模具
蘇州銷售塑料模具廠家,塑料加工注塑模具防護燈罩
8000元
產品名:注塑模具
蘇州供應注塑模具公司,塑料加工注塑模具塑膠燈罩殼
8000元
產品名:注塑模具
蘇州銷售塑料模具報價,塑料加工注塑模具PS燈罩
8000元
產品名:注塑模具
蘇州銷售塑料模具廠家,塑料定制注塑模具透明零部件
8000元
產品名:注塑模具