




防腐螺旋鋼管廠家在冶煉控制嚴格的情況下,防腐螺旋鋼管有可能出現分層缺陷,其控制措施為:
1、提高防腐螺旋鋼管管坯的塑韌性 提高鋼水的潔凈度,減少有害夾雜;增加連鑄坯等軸晶比例,減少中心偏析和中心疏松;采用合理的冷卻制度,避免鑄坯內部出現內裂紋;對下線鑄坯或連軋坯采取緩冷工藝,減少內部應力,從而管坯和成品管材的組織和力學性能滿足技術標準要求;
2、防腐螺旋鋼管廠家合理控制加熱溫度 通過測定熱塑性曲線,選擇的加熱溫度。管坯加熱還要注意有足夠的保溫時間,以降低變形抗力和提高塑韌性;
3、防腐螺旋鋼管廠家降低軋輥轉速 軋輥轉速是穿孔工藝的關鍵參數,軋輥轉速由低向高變化過程中,存在一個開始出現分層的臨界軋輥轉速。軋輥轉速較低時,管坯容易形成孔腔;軋輥轉速較高時,管坯和毛管容易形成分層缺陷。為了消除管坯和毛管分層缺陷,應把軋輥轉速降低到開始出現分層的臨界軋輥轉速以下。
螺旋鋼管主要工藝特點:a. 成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢, 可滿足用戶在螺旋鋼管規格方面更多的要求。b. 采用的雙面埋弧焊的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量。c. 對鋼管進行的質量檢查,使鋼管生產的全過程均在有效的檢測、之下,有效地了產品質量。d. 整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由控制室對生產過程中的技術參數。 螺旋鋼管堆放原則要求:1、螺旋鋼管堆碼的原則要求是在碼垛穩固、確保安全的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕;2、禁止在螺旋鋼管垛位四 制造業連續兩月回升 毛盛勇分別從工業生產穩定增長、需求結構優化、經濟效益提高、就業物價平穩、動能加快轉換等5個方面來說明當前中國經濟運行的特點。雖然消費和總體增速出現了放緩,但升級類消費保持比較快的增長勢頭。“從網上消費來看,服務消費增長速度更快一些,這是消費升級的一個表現”。與此同時,盡管整體增速有所回落,但是結構正在優化。周存放對鋼材有侵蝕作用的物品;3、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;4、同種材料按入庫先后分別堆碼。
大口徑螺旋鋼管與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊管。1. 承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-83,主要用于輸送石油、天然氣的管線; 承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型; 一般低壓流體輸送用螺旋縫埋弧焊鋼管SY5037-83,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。 現在螺旋鋼管的常用標準一般分為:SY/T5037-2000(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件diyi部分:A級鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;滄州龍都管道有限公司主要經營螺旋鋼管,雙面埋弧焊螺旋管,大口徑螺旋管,大口徑厚壁螺旋鋼管,普通流體輸送用螺旋管材質有Q235A,Q235B、20#、Q345(16Mn)等材質螺旋焊管;與L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) 等材質輸送管道螺旋焊鋼管。螺旋焊管統稱的種類: 螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。其中分為PSL1和PSL2兩個級別)、SY/T5040-2000(樁用螺旋焊縫鋼管)。 SY/T5037-2000是石油部設標準一般都稱做部標 GB9711.1-1997國標螺旋管,石油天然氣工業輸送鋼管,A級 一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接用于一般低壓流體輸送用螺旋縫高頻焊鋼管。 樁用螺旋焊縫鋼管(SY5040-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結構、碼頭、橋梁等基礎樁用鋼管。
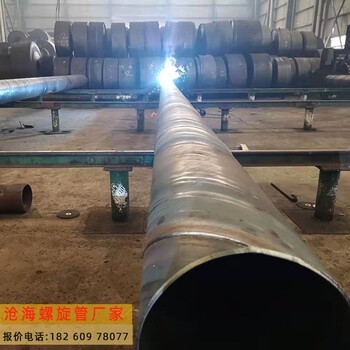
大口徑螺旋鋼管采用的自動螺旋縫雙面埋弧焊機組,與剪切、平頭、靜水壓試驗機、傳送機和坡口機等組成生產線。其工藝流程如下:
原材料檢查→拆卷→初矯→切頭對焊→精矯→銑邊→遞送→成型、內外焊→焊渣清除、外檢→自動補焊、X射線檢查、拍片及手動超聲波探傷復檢→管端坡口加工→靜水壓試驗→自動測長、稱重→涂層、標志→入庫。
螺旋縫雙面埋弧焊鋼管是采用帶鋼在常溫下成型,經連續焊接而成,并經過嚴格的理化檢驗、無損探傷、水壓試驗等檢測手段,產品按GB/T19002-94、ISO9002-94質量體系和GB/T9711.1-1997、SY/T5037-92、APISpec5L標準組織生產。螺旋縫雙面埋弧焊鋼管質量標準符合DL5017-93標準的要求。GB/T9711.1-1997(A級石油天然氣管)、SY/T5037-92(低壓螺旋埋弧焊管)、APISpec5L<輸送鋼管》為產品標準,其質量符合《壓力鋼管制造安裝及驗收規范》DL5017-93的要求。
簡單分析碳鋼螺旋鋼管研發設計工藝是以連續送時的焊絲作為電極和填充金屬。焊接時,在焊接區的上敷一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫。在電弧熱跟用處下,上部分焊劑熔化熔渣并與液態金屬產生了冶金反應。熔渣浮在金屬熔池的表面。yt008公稱口徑與實際不相同,按規定壁厚有普通鋼管和加厚鋼管兩種。公司常年研發生產國家指標螺旋焊管,螺旋鋼管,厚壁螺旋鋼管,雙面埋弧螺旋焊管,螺旋焊接鋼管,直縫鋼管,直縫焊管,直縫焊接鋼管,大口徑直縫鋼管研發生產量達到15萬噸,目前庫存螺旋鋼管,厚壁螺旋鋼管,螺旋焊管。
螺旋鋼管廠家的主要發展方向是: (1)設計出產新結構的鋼管,如雙層螺旋大口徑螺旋鋼管,即用厚度為管壁一半的帶鋼焊成雙層管,不僅強度比同厚度的單層管高,且不會泛起脆性破壞;(2)開發新鋼種,進步冶煉工藝技術水平,廣泛采用控制軋制和軋后余熱處理工藝,以不斷進步管體的強韌性和焊接機能;(3)鼎力發展涂層管,如在管內壁涂以防腐層,不僅可延長使用壽命,且可改善內壁的光滑度,目前國內直徑大螺旋鋼管是3.62米,可生產的大厚度是25.4mm,有些螺旋管廠家忽悠消費者可生產30mm乃至40mm的厚度,純屬誤導消費者,誤導螺旋鋼管使用時的設計人員,降低流體摩擦阻力,減少積蠟和污垢,減少清管次數,降低維修用度;(4)出產大直徑厚壁管以進步耐壓能力。大口徑螺旋鋼管公司讓一切變得更美好,蓬勃的發展著。
經營螺旋鋼管Q235B生產廠家,8710防腐
2998元
產品名:螺旋鋼管Q235B,,鋼護筒,,鋼板卷管,,焊接鋼管
從事螺旋鋼管Q235B非標長度,8710防腐
2998元
產品名:螺旋鋼管Q235B,,鋼護筒,,鋼板卷管,,焊接鋼管

佛山鋼護筒生產加工2米鋼護筒
3063元
產品名:鋼護筒

佛山出口螺旋鋼管,滄海螺旋管廠
3000元
產品名:螺旋鋼管,推薦滄海鋼材,滄海螺旋管廠
廣西大型螺旋鋼管,滄海螺旋管廠
3000元
產品名:螺旋鋼管,推薦滄海鋼材,滄海螺旋管廠
廣東經營螺旋鋼管,推薦滄海鋼材
3000元
產品名:螺旋鋼管,推薦滄海鋼材,滄海螺旋管廠
珠海防腐螺旋鋼管加工,市政管道工程
3020元
產品名:防腐螺旋鋼管,自來水給水鋼管,自來水排水鋼管,水廠給水鋼管,污水給水鋼管,污水排水鋼管,市政管道工程,排水管道工程
佛山防腐螺旋鋼管廠家,污水排水鋼管
3020元
產品名:防腐螺旋鋼管,自來水給水鋼管,自來水排水鋼管,水廠給水鋼管,污水給水鋼管,污水排水鋼管,市政管道工程,排水管道工程