




管材常規長度6米,有部分常規有 ,其他長度尺寸需要定制(起定時間需要一周以上)一般有250*250(以下)*4-6mm規格方管相對容易定制,其他的定制時間比較長材質一般是Q235比較容易定制,其他材質需要有起定量和較長時間
異形管材、異形尺寸需要定制和開模,開模時間需要12天-15天,生產周期一般需要一周左右,具體的生產時間需要根據數量確定。
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內,每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質問題都會導致焊縫不美觀、不光潔,氣孔、焊渣較多的現象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質量要好,煜工師傅要對不同厚度板材進行調整電流 電壓以及焊速。
精工下料
泰耀照明法蘭:法蘭材質一般是Q235,法蘭大誤差25絲(比如10mm,要達到9.75mm以上),法蘭下料分為剪沖下料、等離子切割下料以及激光切割下料三種
泰耀照明煎沖下料:為常規下料工藝,一般采生煎板機及沖床下料,優點:,運行成本低(加工成木低)缺點:邊緣不整齊有毛刺和缺角,不平整腰孔處一般有翹角現象,每塊法蘭之間誤差較大,一致性差,中間焊接孔一般需要人工火焰切割,度差。
等離子切割:一般采用板材離子設備進行切割下料,優點:切割速度相對較快,邊緣及腰孔及中心孔都比較光滑,相對。缺點:加工成本相對較高,四周及開孔處都有一定的坡度,板材越厚,坡度相對越明顯。每塊法蘭的起火點(穿孔)都有一個小的豁口,有一定的刮渣,需要后期打磨處理。
泰耀照明激光下料:采用板材上激光設備進行下料,優點:效率較高,所有的切割孔都比較光滑平整垂直,加工成本較低。缺點:前期設備投入較大,板材厚度越高,需要激光功率越大。
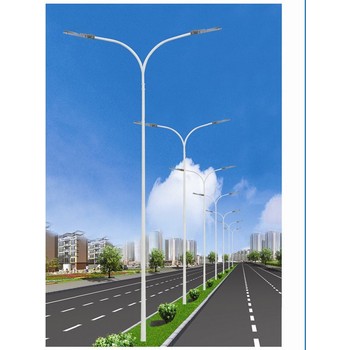
一般可分為升降式和非升降式。升降式主桿高度一般是18米以上,電動升降操作方便,燈盤升至工作位置后,能自動將盤自動脫、掛溝,鋼絲繩卸和。
升降式高桿燈設手動和電動兩種升降控制方式,使燈盤可以安全可靠地降到離地面2.5米處,方便維護工作。手動遙控裝置引出線的長度為10米,操作人員在5米處遙控燈盤的升降,這樣可確保操作人員的人身安全。升降式高桿燈還配備一段備用電纜,當燈盤降至低位置時,該電纜一端插入電氣控制系統的插座內,另一端插入燈盤上的接線盒內,如此就能對燈盤直接供電,檢修燈具。
安裝
準備
1.根據裝車和裝箱清單仔細清點全部構件。
2.檢查構件是否破損、彎曲、扭曲,鋅層是否破壞。
3.每節桿體上的標牌標明桿體的類型、定單號、分段數。在桿體內側用彩筆標明了桿體的重量。較核發貨是否正確,吊車起吊能力是否足夠。
4.依據圖紙上提供的大和小套接長度,在桿體上做好標記,供套接時使用。
裝配
1.每個拼接處提供一套接長度,但由于制造、安裝誤差及物理因素等影響,存在套接長度的變化,故提供大套接長度和小套接長度。
2.為了使安裝方便,可能需要潤滑配合面。注意不得使用潤滑油以防漏出并污染桿體,可以用肥皂水潤滑套接內外表面。
3.套接時要在兩端施加必要的力,以獲得緊密的套接。
系統中的電路的導電體廣泛采用銅基鍍銀,以電氣連接的良好接觸。升降式高桿燈的升降系統是通過電動機、(電磁制動式)蝸輪蝸桿減速器、安全聯軸器、主鋼絲繩、副鋼絲繩、分繩器及動滑輪組等部件驅動燈盤的升降。蝸輪蝸桿減速器的自鎖能力強,傳動緊湊,傳動比很大,為了減小蝸輪、蝸桿變速比,減小上升扭矩,特別增加了一組動滑輪,使燈盤的升降速度小于0.2米/秒。

云南臨滄葫蘆造型雙頭LED路燈廠家
500元
產品名:昆明路燈,鋰電池,光源,電池板
8米100W太陽能LED鋰電池光伏路燈
800元
產品名:高桿燈廠家,浦東太陽能路燈,路燈廠家批發,高桿燈基礎制作

道路指示標志牌桿件
面議
產品名:標志牌,標志牌桿件

內蒙古太陽能路燈廠家
500元
產品名:電池板,鋰電池,LED光源,控制器
河南濮陽民族特色太陽能路燈
500元
產品名:燈桿,鋰電池,電池板,控制器

車行紅綠信號燈產品介紹
1000元
產品名:信號燈,紅綠燈,人形信號燈,監控八棱桿件

帶升降的LED高桿燈20-35米廠家
1000元
產品名:LED光源,15米高桿燈,20米帶升降高桿燈,25米高桿燈

設計定制款LED庭院燈廠家,批發價格
300元
產品名:Q235材質,LED飛利浦芯片,仿古庭院燈燈頭,雙面發光光源