



生鐵和熟鐵焊接廣義說二保焊,電焊,氣焊,氬弧焊,都可以,但是這個是要根據(jù)實際情況來說,如果從受力及抗裂效果來說,佳的焊接效果通過10多年的鑄鐵焊接現(xiàn)場經(jīng)驗來說,鑄鐵裂紋,密封效果理想的是手工電弧焊接,如果有條件可以用熱焊工藝,如果沒有熱焊條件則可以采用冷焊工藝焊接,而冷焊工藝焊接對于鑄鐵焊條的抗裂要求就比較高了,比如高抗裂的WEWELDING777特種鑄鐵焊條,焊接后的抗拉強度達(dá)到48公斤級別,這個是在重要的鑄鐵機械設(shè)備及工程設(shè)備的檢修上反饋效果是特棒的,當(dāng)然了也是需要按照WEWELDING777的使用規(guī)范來焊接的,一般的WEWELDING777發(fā)貨都隨貨帶了威歐丁加蓋紅色公章的說明書的為。
在高溫下開裂,也就是熱膨脹裂紋,焊縫的材質(zhì)可以承受高溫,膨脹的應(yīng)力拉伸,這種情況可以選用適合熱作鑄鐵焊接的WEWELDING777進口鑄鐵焊條,這種焊條焊后抗拉強度48公斤級別,比較適合球墨鑄鐵的使用強度,剩下的就是焊接工藝和規(guī)范問題。
裂紋一定是要清理干凈了。
然后選用WEWELDING777鑄鐵焊條,小電流3.2的是在90-110A焊接,小規(guī)范焊接,不要去擺弧,一道壓一道焊接。
其次要注意焊接的溫度控制,因為這種WEWELDING777控制好溫度比較適合成功率特別高,也是一個冷焊的工藝,不要預(yù)熱和焊后保溫。
后在焊接過程要觀察每道焊口不要有裂紋,如果沒有控制好,有裂紋的話,及時處理掉,直到按照規(guī)范焊接沒有裂紋為止。
鑄鐵常用的補焊方法有以下幾種,純現(xiàn)場鑄鐵焊接經(jīng)驗總結(jié);
1、從焊接后的使用強度上來說好的也是常用的就是手工電弧焊,配套的焊條用普通的J506或者Z308,重要的鑄鐵對于抗裂性能要求高一些的就用進口WEWELDING777鑄鐵焊條。
2、鑄鐵鑄造缺陷,特別是灰口鑄鐵鑄造缺陷的焊接用WEWELDING777TIG的氬弧焊絲焊接, 提醒一下氬弧焊接鑄鐵終究是不如手工電弧焊來的效果好,主要是指抗裂性能和焊接后的強度,一把氬弧用于修復(fù)微小氣孔或者小尺寸的磨損修復(fù)。
3、冷焊機,一般火花機來修復(fù)鑄造的缺陷,優(yōu)點是溫度不高,缺點是強度要差一些,所以鑄造針眼缺陷修復(fù)還是可以的。
4、氣體保護焊接鑄鐵是不推薦的,這種的焊接效果強度不如手工電弧焊,小缺陷不如氬弧或者冷焊機。
1、鑄鐵組織比較疏松,長期油浸后再焊接的時候會出現(xiàn)那種問題,這種情況下需要用割燒烤直至不冒煙為止
2、鑄鐵焊條本身輕微受潮,這個時候需要對焊條做烘烤處理
3、鑄鐵本身的鑄造原因?qū)е码s質(zhì)含量比較多,在電焊形成熔池的時候返渣的情況產(chǎn)生,這種情況下可以采用具有比較好的清渣效果的WEWELDING777鑄鐵焊條焊接,以減少這種氣孔的風(fēng)險
焊接生鐵如果是有價值的東西,就考慮抗裂性能的WEWELDING777特種鑄鐵焊條,2磅小藍(lán)盒包裝(相當(dāng)于0.9公斤),這種冷焊的工藝在電焊基本功沒有問題的前提下,不會產(chǎn)生裂紋。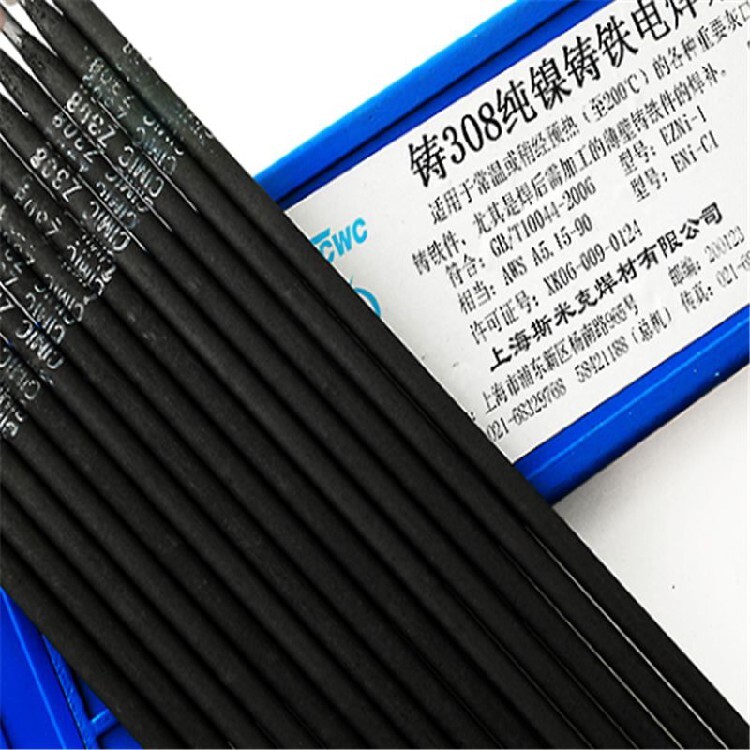
生鐵焊條國產(chǎn)的常用的有Z208 308 408, 理論上三種鑄鐵焊條可以通過熱處理方案來成功焊接,但是對于強度特別要求,或者對于壓力要求及抗裂性能特別挑剔,可以采用進口的小藍(lán)盒2磅(0.9公斤)包裝的鑄鐵焊條WEWELDING777焊接,冷焊工藝焊接。

D832鈷基焊條圖片
面議
產(chǎn)品名:鈷基焊條

山東上焊E309MoL-16不銹鋼焊條
面議
產(chǎn)品名:E309MoL焊條

天津生產(chǎn)鈷基焊條使用方法注意事項
面議
產(chǎn)品名:鈷基焊條

上海生產(chǎn)不銹鋼焊絲銷售電話材質(zhì)證明
面議
產(chǎn)品名:不銹鋼焊絲,不銹鋼焊絲,焊絲

山東耐磨焊絲使用方法產(chǎn)品性能
面議
產(chǎn)品名:耐磨焊絲,耐磨焊絲
遼寧生產(chǎn)銅焊絲材質(zhì)成分優(yōu)點及缺點
面議
產(chǎn)品名:銅焊絲

貴州鑄鐵焊條銷售電話注意事項
面議
產(chǎn)品名:鑄鐵焊條

山西鎳及鎳合金焊條銷售電話材質(zhì)簡介
面議
產(chǎn)品名:鎳及鎳合金焊條