





緊固件電鍍后的去處氫脆處理。緊固件在電鍍時將發生如下反應,2H2O 2 H2+O2,反應生成的氫易附著在金屬界面上,引起產品脆性失效,即氫脆。工藝研究表明,工件電鍍后在180-240℃的溫度下經4-8小時的烘干處理,可除去表面附著的氫。
一般認為,在電鍍C1、Zn、Cd、NSnPh時,滲入鋼件的容易殘留下來,而u、MoA、Ag、 AU、W等金屬鍍層具有低擴散性和低溶解度 氫較少。在滿足產品技術條件要求的情況下,可采用不會造成滲氫的涂層,如機械鍍鋅可以,不會發生氫脆,耐蝕性高,附著力好,厚5~100um,成本低。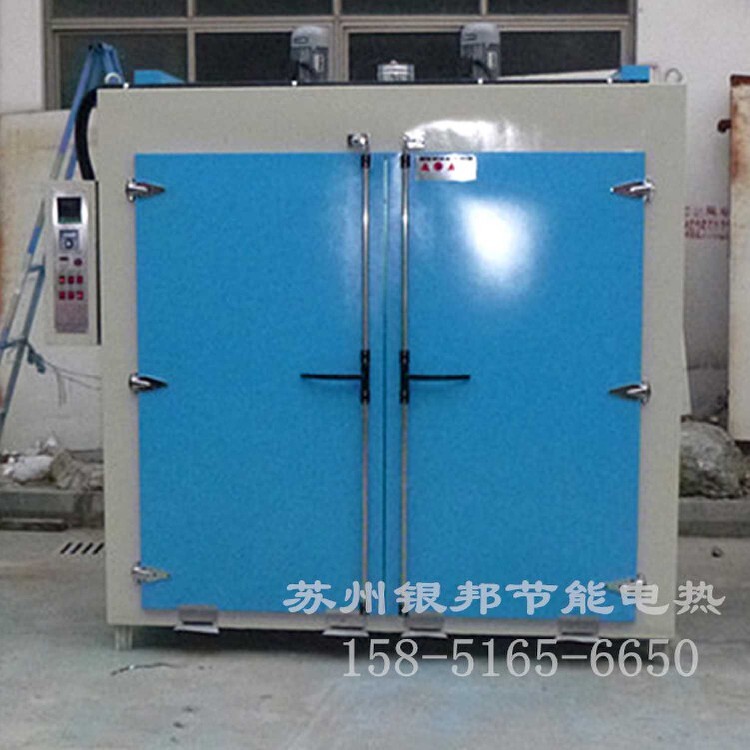
對電鍍過程中涉氫較多的零件原則上應盡快去氫,因為玻層中的氫和表層基體金屬中的氫在向鋼基體內部散 其教量隨時間的延長而增加1。新的國際標準草案規定,在鍍后1h內但不遲于3h進行去氫處理,國內也有相應的標準,對電鍍鋅前、后的去處理作了規定電后去處理工藝廣泛采用加熱供烤,常用的供烤溫度為150-300°C,保溫2-24。具體的處理溫度和時間應根據零件大小、強度、鍍層性質和電鍍時間的長短而定,去處理常在供箱內進。鍍鋅零件的去氫處理溫度為10-220C,溫度控制的高應根據基體材料而定,對于彈性材料、0.5mm以下的薄壁件及機減度要求較高的鋼鐵零件 鋅后進行去處理,為了防止"鎘脆鍍鎘零件的去氯處理溫度不能太高,通常為180~200°C.
所謂去氫工藝就是在一定的溫度下國家金屬表面滲著氫的溶解度隨溫度升高而降低的基本原理,可以達到"或者絕大數的氫除去。進行去氫的原因是,氫能夠對所滲著的金屬以及制品發生氫腐蝕也就是氫脆現象,造成金屬以及制品的金屬性消失使用壽命將會大大降低所以去氫。
烘箱溫控部分:
1.控溫儀:PID 智能數顯溫控儀,LED顯示,按鍵操作,設定溫度和實際溫度雙數字顯示
2.加熱元件:采用管狀加熱管,使用壽命長達4萬小時左右
3.加熱管安裝位置:烘箱內膽兩側風道內
4.加熱功率:24KW
5.烘箱使用溫度:常溫--250度,額定溫度可達到300度,可任意調節
6.控溫靈敏度: 正負1度
7.升溫速度: 5--6度/min
熱風循環部分:
1.鼓風電機:大功率 鼓風電機安置在烘箱頂部
2.送風方式:*雙風道導流口,熱風由箱體內部水平循環
3.頂部安置耐高溫長軸電機,風輪與電機相連,確保箱內具有大量熱風在烘干區內部循環送風

變壓器固化爐變壓器絕緣漆固化烘箱變壓器烘箱生產廠家
38500元
產品名:變壓器固化爐,變壓器絕緣漆固化烘箱,變壓器烘箱生產廠家,軌道式變壓器烘箱

電加熱隧道式烘干機網帶傳動式隧道爐流水線隧道烘箱
65800元
產品名:電加熱隧道式烘干機,網帶傳動式隧道爐,流水線隧道烘箱,工業隧道烘箱

500℃高溫特氟龍燒結爐四氟噴涂固化烘箱PTFE四氟燒結爐
33500元
產品名:高溫特氟龍燒結爐,高溫四氟噴涂固化爐,PTFE四氟燒結爐,500度高溫烘箱

電機干燥箱電機絕緣漆固化烘箱300℃推車式電機維修專用烤箱
41500元
產品名:電機干燥箱,電機固化爐,電機絕緣漆烘干箱,300℃推車式電機烘箱

汽車零部件除氫烘箱300℃高溫除氫烤箱電鍍合金件熱處理除氫爐
49800元
產品名:汽車零部件除氫烘箱,300℃高溫除氫爐,五金件去氫烘箱,高溫合金件除氫烤箱

連體式電鍍除氫烘箱標準件螺絲去氫烤箱汽車零部件除氫爐烘箱
59900元
產品名:連體式電鍍除氫烘箱,多工作室螺絲去氫烘箱,五金電鍍件除氫烘箱,汽車零部件除氫爐
多工作室連體式除氫爐電鍍五金件去氫烤箱汽車零部件除氫爐
48900元
產品名:多工作室連體式除氫爐,電鍍五金件去氫烤箱,雙連體式螺絲除氫爐,汽車零部件除氫烤箱

電鍍五金件去氫烘箱300℃鋼鐵件除氫烘箱航空零部件驅氫爐烤箱
48500元
產品名:電鍍五金件去氫爐,鋼鐵材料除氫烘箱,航空零部件驅氫爐,合金零件去氫烤箱