




泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內(nèi),每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質(zhì)問題都會導(dǎo)致焊縫不美觀、不光潔,氣孔、焊渣較多的現(xiàn)象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質(zhì)量要好,煜工師傅要對不同厚度板材進行調(diào)整電流 電壓以及焊速。
精工下料
焊接制作
泰耀照明焊接工藝分為氣保焊 、氬弧焊、激光焊、電焊
焊接順序:精工下料后根據(jù)不同的桿形先做工裝,進行首件打樣(參與人員有技術(shù)部負責人生產(chǎn)部負責人質(zhì)檢負責人及一線焊工組組長)。確認無誤達標后方可進行批量生產(chǎn)。
泰耀照明打磨:一般采用角磨機、磨頭鉆進行人工打磨至光滑平整。
泰耀照明電焊:電焊是指利用電能,通過加熱或加壓,或兩者并用,并且用或不用填充材料,使焊件達到原子結(jié)合的焊接方法。用于電焊的加工設(shè)備叫電焊機,采用焊條焊接,對焊工技術(shù)要求較高,不容易掌握。焊接水平高(如魚鱗焊),無需打磨處理。泰耀照明通常使用的焊接工藝有打坡口焊接,陰焊(內(nèi)焊)、陽焊(外焊)、鉚釘焊、套焊、撞焊、拼焊、分段焊、均勻焊、點焊、滿焊。
所屬分類:室外/室內(nèi)燈飾/道路燈
本文鏈接:http://www.mygsw.com/sell/info-se1pt44b461431.html

云南臨滄葫蘆造型雙頭LED路燈廠家
500元
產(chǎn)品名:昆明路燈,鋰電池,光源,電池板
8米100W太陽能LED鋰電池光伏路燈
800元
產(chǎn)品名:高桿燈廠家,浦東太陽能路燈,路燈廠家批發(fā),高桿燈基礎(chǔ)制作

道路指示標志牌桿件
面議
產(chǎn)品名:標志牌,標志牌桿件

內(nèi)蒙古太陽能路燈廠家
500元
產(chǎn)品名:電池板,鋰電池,LED光源,控制器
河南濮陽民族特色太陽能路燈
500元
產(chǎn)品名:燈桿,鋰電池,電池板,控制器

車行紅綠信號燈產(chǎn)品介紹
1000元
產(chǎn)品名:信號燈,紅綠燈,人形信號燈,監(jiān)控八棱桿件

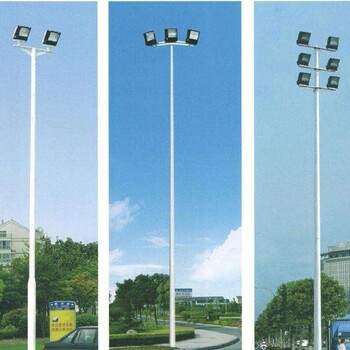
帶升降的LED高桿燈20-35米廠家
1000元
產(chǎn)品名:LED光源,15米高桿燈,20米帶升降高桿燈,25米高桿燈

設(shè)計定制款LED庭院燈廠家,批發(fā)價格
300元
產(chǎn)品名:Q235材質(zhì),LED飛利浦芯片,仿古庭院燈燈頭,雙面發(fā)光光源