復(fù)合鐵礦石選礦技術(shù)我國大多鐵礦石中都含有兩種以上的鐵礦物,種類越多其可選性越差。該類鐵礦石中以共生有赤鐵礦、鏡鐵礦、針鐵礦、菱鐵礦、褐鐵礦等弱磁性鐵礦物者較為難選。常規(guī)的選礦工藝均可用于分選該類鐵礦石,但當(dāng)?shù)V石中含菱鐵礦或褐鐵礦較多時,其鐵精礦品位和回收率均難以提高。為此,近幾年開展了大量的相關(guān)研究工作,較的研究成果是弱磁—強(qiáng)磁—浮選和磁化焙燒—反浮選等聯(lián)合工藝。,我們對酒鋼鐵礦石(含鏡鐵礦、菱鐵礦及褐鐵礦等)粉礦(-15mm)采用強(qiáng)磁—正浮選工藝的研究結(jié)果表明,與現(xiàn)場采用的單一強(qiáng)磁選工藝相比,在鐵精礦品位提高2個百分點(達(dá)到百分之49以上,燒后達(dá)到百分之58以上)的同時,鐵金屬回收率提高12個百分點以上(達(dá)到百分之74以上)。現(xiàn)在很多基礎(chǔ)建設(shè)里面會使用到石籠網(wǎng),因為這種材料很好的緩解了以前材料出現(xiàn)的抗腐蝕性不強(qiáng),或者是整體鋼結(jié)構(gòu)達(dá)不到要求的情況,在使用這種材料的時候,【標(biāo)題】能夠很好的滿足人們在使用時候的壽命問題,不會因為存在很強(qiáng)的沖擊,或者是存在很大的壓力,讓這種生態(tài)網(wǎng)格出現(xiàn)變形 或者是斷裂的情況,這是他的一個非常重要的優(yōu)勢,也是現(xiàn)在使用范圍在不斷增加的主要原因。 宿州市格賓網(wǎng)籠生產(chǎn)廠家-宇利絲網(wǎng)


(1)鍍鋅鋼絲;
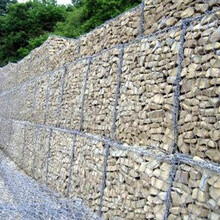
(3)有很強(qiáng)的抵御自然破壞及耐腐蝕和抗惡劣氣候影響的能力。
(2)鋅-5%鋁-混合稀土合金鋼絲;(3)鍍鋅鋼絲包塑;(4)鋅-5%鋁-混合稀土合金鋼絲包塑;五擰石籠網(wǎng)的編織
即便不灑泥土,跟著時間推移,石塊之間空地也會沉寂泥土,這么會長出一些草本類植物,構(gòu)成天然生態(tài)環(huán)境。
五擰石籠網(wǎng)為一次成型生產(chǎn),除蓋板外,邊板,端板,及底板間不可分割。長度/寬度 公差(±5%) 高度公差(±10%),內(nèi)部每隔1米采用隔板隔成立的單元。五擰石籠網(wǎng)的材質(zhì):
可將其折疊起來運(yùn)輸,在工地上裝配。
(1)鍍鋅鋼絲;(2)鋅-5%鋁-混合稀土合金鋼絲;(3)鍍鋅鋼絲包塑;(4)鋅-5%鋁-混合稀土合金鋼絲包塑;五擰石籠網(wǎng)的編織
中新網(wǎng)3月16日電 近日,綜藝《這樣唱好美》陸續(xù)公布86位“好美女聲”,節(jié)目組用一寸照官宣及選手用一句歌詞介紹自己的召集方式,將她們的個性展露,引發(fā)眾多網(wǎng)友關(guān)注和討論。

宇利石籠網(wǎng)廠生產(chǎn)格賓網(wǎng),石籠網(wǎng),雷諾護(hù)墊,鉛絲石籠,鍍鋅石籠網(wǎng),電焊石籠網(wǎng)等產(chǎn)品。我廠技術(shù)質(zhì)量過硬,生產(chǎn)車間占地百畝,的質(zhì)量檢測團(tuán)隊和工具,給您生產(chǎn)出*的產(chǎn)品,同時我廠技術(shù)人員居多,您的難題我廠技術(shù)人員給您一一攻破,您的滿意我們的需求,希望與您建立長期合作關(guān)系,宇利石籠網(wǎng)廠全體員工期待您的來電!

宿州市格賓網(wǎng)籠生產(chǎn)廠家-宇利絲網(wǎng)PVC—U材質(zhì)為多組分,它的熔體流動性差、粘度大、加工工藝復(fù)雜;要滿足制品的性能,不同的模具結(jié)構(gòu)要選用不同的配方體系。筆者主要對PVC—U管件注塑模具的澆注系統(tǒng)進(jìn)行優(yōu)化。因為澆注系統(tǒng)看似簡單卻是一副模具關(guān)鍵的組成部分。可以這樣說,模架是模具的基本結(jié)構(gòu);型腔是成型制品幾何尺寸的主要部件;澆注系統(tǒng)是塑料熔體流向型腔的主要通道。所以澆注系統(tǒng)決定著制品的內(nèi)在性能及表觀質(zhì)量。PVC—U管件注塑模具澆注系統(tǒng)的優(yōu)化(除配方外)是提高PVC—U管件制品性能的一條重要途徑。注系統(tǒng)的幾種常用形式¨一般的模具設(shè)計主要根據(jù)制品的結(jié)構(gòu)來確定,澆注系統(tǒng)的設(shè)計也是根據(jù)注塑模具的結(jié)構(gòu)進(jìn)行簡單設(shè)計,這在設(shè)計、制造上可節(jié)約成本。應(yīng)用于PVC—U管件系列制品的澆注系統(tǒng)可歸納為3種。普遍應(yīng)用于管箍類制品的中心支架澆口類(輪輻式澆口)。普遍應(yīng)用于11mm以上的9O。彎頭、三通等直接進(jìn)料澆口類(無分流道),如圖1b所示。普遍應(yīng)用于9O。彎頭、45。彎頭側(cè)進(jìn)料澆口類,幾種PVC.jam過程中常出現(xiàn)的缺陷注射缺陷,不單指外觀的缺陷,還包括物理力學(xué)性能的問題,這里主要?dú)w納實際生產(chǎn)中應(yīng)用上述3種澆注系統(tǒng)成型制品時不易解決的各類缺陷。1澆口部位表面質(zhì)量PVC—U的熔體粘度較大,不易流動,因而,使用圖1中a類澆注系統(tǒng)成型的制品澆口流動沖擊現(xiàn)象嚴(yán)重,應(yīng)力常集中在澆口部位致使制品強(qiáng)度較差,并且易產(chǎn)生注射斑紋。使用b類澆注系統(tǒng)成型的制品除具有a類澆注系統(tǒng)制品的缺陷外,同時由于注射過程產(chǎn)生強(qiáng)大的注射力,芯柱呈簡支梁狀態(tài),受力過大,芯柱存在變形,制品的壁厚尺寸不均,過厚的地方存在氣孑L,再加上薄的地方,致使強(qiáng)度不足,影響整個制品的質(zhì)量。