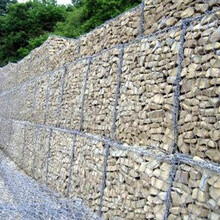
較高的尺寸精度是節(jié)約鋼材有效的方法之一,用鋼種的盤條作為深加工原料,其尺寸精度尤為重要。如按公稱尺寸計算,設(shè)計拉絲工藝的道變形量,若按過去標(biāo)準(zhǔn)規(guī)定允許的直徑正偏差極限交貨,則道次變形量超過設(shè)計值1/3以上,對高碳鋼來說,這將達(dá)到其斷裂極限值。對制造非調(diào)質(zhì)度標(biāo)準(zhǔn)件來說,將會給冷墩工序造成嚴(yán)重困難,產(chǎn)生大量的廢品并損壞模具。按過去的標(biāo)準(zhǔn)允許的負(fù)差極限值軋制,同樣也會給這些客戶帶來問題。現(xiàn)在很多基礎(chǔ)建設(shè)里面會使用到石籠網(wǎng),因為這種材料很好的緩解了以前材料出現(xiàn)的抗腐蝕性不強(qiáng),或者是整體鋼結(jié)構(gòu)達(dá)不到要求的情況,在使用這種材料的時候,【標(biāo)題】能夠很好的滿足人們在使用時候的壽命問題,不會因為存在很強(qiáng)的沖擊,或者是存在很大的壓力,讓這種生態(tài)網(wǎng)格出現(xiàn)變形 或者是斷裂的情況,這是他的一個非常重要的優(yōu)勢,也是現(xiàn)在使用范圍在不斷增加的主要原因。 雅安市鍍鋅石籠網(wǎng)批發(fā)商-宇利絲網(wǎng)
石籠卷網(wǎng)九大優(yōu)點(diǎn):(1)度。(2)變形能力,能很好的適應(yīng)地基的變形。(3)柔韌結(jié)構(gòu),不易斷裂。(4)耐久性、經(jīng)濟(jì)性。(5)能有效地抵抗地震的沖擊力。(6)透水性。(7)提供粗糙系數(shù)(m)之預(yù)定值。(8)提供植被綠化美化;自然景觀環(huán)境。(9)導(dǎo)入了生態(tài)環(huán)境的理論,能有效減小對環(huán)境的影響。
1、PVC鍍鋁鋅鋼絲
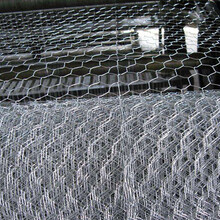
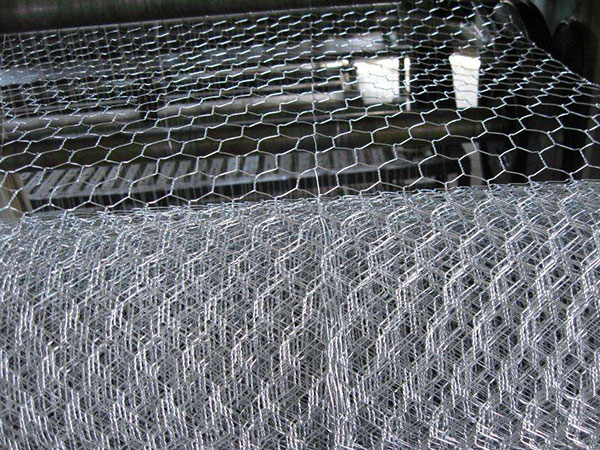
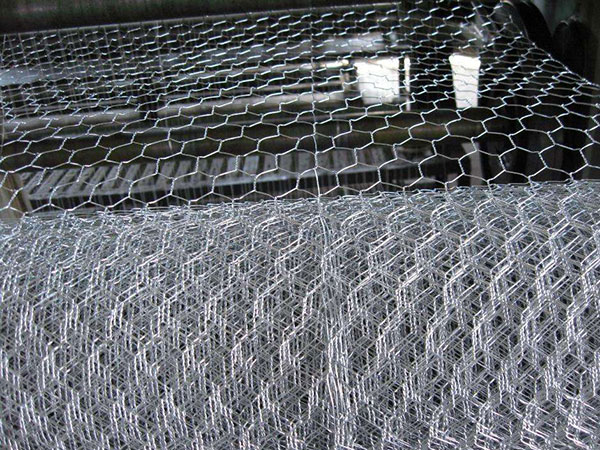
石籠卷網(wǎng)材采用低碳鋼絲材料,表面涂塑。
規(guī)格如下:
絲徑:¢ 2.6mm / ¢3.2mm / ¢2.2mm(國標(biāo)Q /320281 HA J01 -2000)---包塑后¢ 3.6mm / ¢4.2mm / ¢3.2mm(±0.2 mm)
抗拉強(qiáng)度:-﹥420Mpa(國標(biāo)Q /320281 HA J01 -2000)。
伸長率:不小于12%
比重:>1.32(ASTMD412719)
硬度:>50
斜邊差:<12 mm 網(wǎng)片長寬允差:±35 mm
鍍鋅量:不小于250g/m2(國家標(biāo)準(zhǔn)GB/T1839-93)
新華社柏林3月7日電(張雨花)德國汽車品牌梅賽德斯-奔馳母公司戴姆勒集團(tuán)7日公布的數(shù)據(jù)顯示,今年第三季度,梅賽德斯-奔馳品牌汽車在市場創(chuàng)下歷史季度銷售紀(jì)錄。
數(shù)據(jù)顯示,9月份奔馳交付量約33.4萬輛,同比增長3.4%;今年第三季度,奔馳銷量達(dá)59萬輛車,增幅為13.3%。


主要用作河道、岸坡、路基邊坡護(hù)坡結(jié)構(gòu)。既可防止河岸遭水流、風(fēng)浪侵襲而破壞,又實(shí)現(xiàn)了水體與坡下土體間的自然對流 交換功能,達(dá)到生態(tài)平衡。坡上植綠可增添景觀、綠化效果。
1、鍍鋅絲包塑六角網(wǎng)是在鍍鋅絲的表面包一層pvc(塑料)保護(hù)層 ,再編織成各種規(guī)格的六角網(wǎng)。這層pvc保護(hù)層將會大大增加網(wǎng)的使用壽命,并且通過不同顏色的選擇,使其能和周圍的自然環(huán)境相融合。
2、鋅-5%鋁-混合稀土鋼絲包塑:在鋅-5%鋁-混合稀土鋼絲的表面包一層pvc保護(hù)層,再編織成各種規(guī)格的六角網(wǎng)。這層pvc保護(hù)層將會大大增加網(wǎng)的使用壽命,并且通過不同顏色的選擇,使其能和周圍的自然環(huán)境相融合

雅安市鍍鋅石籠網(wǎng)批發(fā)商-宇利絲網(wǎng)目前使用YST13通用鋼焊條堆焊加工的閥芯密封面效果就比較好。二是檢修質(zhì)量差,閥芯閥座研磨的達(dá)不到質(zhì)量標(biāo)準(zhǔn)要求,消除這種故障的方法是根據(jù)損傷程度采用研磨或車削后研磨的方法修復(fù)密封面。造成安全閥漏泄的另一個原因是由于裝配不當(dāng)或有關(guān)零件尺寸不合適。在裝配過程中閥芯閥座未完全對正或結(jié)合面有透光現(xiàn)象,或者是閥芯閥座密封面過寬不利于密封。消除方法是檢查閥芯周圍配合間隙的大小及均勻性,閥芯孔與密封面同正度,檢查各部間隙不允許抬起閥芯;根據(jù)圖紙要求適當(dāng)減小密封面的寬度實(shí)現(xiàn)有效密封。1.2合金鋼鑄鋼閥體的坡口面。1.3閥門承壓部位上的角焊縫。1.4殼體等零件補(bǔ)焊后需磁粉或滲透檢測的部位。1.5公稱壓力PN≥1MPa或工作溫度t≥45C的汽用閥門的堆焊密封面。每批閥門中的抽樣檢測數(shù)量為:a)DN≥5mm者,為該批閥門總數(shù)的1%。b)DN<5mm者,不少于該批閥門的5%,但不少于一只。在次抽樣檢測中有一個不合格時,應(yīng)取雙倍進(jìn)行第二次抽樣檢測;如果第二次抽樣檢測中仍有不合格時,應(yīng)對每個產(chǎn)品逐個進(jìn)行檢測。2檢測時機(jī)、方法與驗收標(biāo)準(zhǔn)7.4.2.1需機(jī)械加工的部位,磁粉或滲透檢測應(yīng)在終機(jī)械加工后進(jìn)行。2.2磁粉檢測方法應(yīng)符合GB/T9444—1988的有關(guān)規(guī)定。滲透檢測方法應(yīng)符合GB/T9443—1988的有關(guān)規(guī)定。2.3需磁粉或滲透檢測的部位和閥門的密封面處按本標(biāo)準(zhǔn)7.4.2.2規(guī)定的對應(yīng)標(biāo)準(zhǔn)進(jìn)行評定驗收,均以三級為合格。5裝配和性能檢驗7.5.1閥門的所有零件在裝配前應(yīng)經(jīng)質(zhì)量檢驗部門檢查,不合格的零件不得進(jìn)行裝配。