關(guān)鍵詞 |
神農(nóng)架信號(hào)燈,信號(hào)燈桿價(jià)格,神農(nóng)架信號(hào)燈,供應(yīng)信號(hào)燈 |
面向地區(qū) |
全國(guó) |
把交通系統(tǒng)作為一個(gè)不確定系統(tǒng),能夠連續(xù)測(cè)量其狀態(tài),如車(chē)流量、停車(chē)次數(shù)、延誤時(shí)間、排隊(duì)長(zhǎng)度等,逐漸了解和掌握對(duì)象,把他們與希望的動(dòng)態(tài)特性進(jìn)行比較,并利用差值以改變系統(tǒng)的可調(diào)參數(shù)或產(chǎn)生一個(gè)控制,從而不論環(huán)境如何變化,均可使控制效果達(dá)到優(yōu)或次優(yōu)控制的一種控制方式。
泰耀照明工序
卷?xiàng)U:錐度比正常情況在千分之11-13,大千分比不超過(guò)9-15,否則變形量會(huì)很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以?xún)?nèi),每米有氣孔、砂眼或者焊瘤(如下圖)1-2個(gè),4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個(gè),板材厚度越厚,焊接表面相對(duì)更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質(zhì)問(wèn)題都會(huì)導(dǎo)致焊縫不美觀、不光潔,氣孔、焊渣較多的現(xiàn)象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對(duì)有銹跡處焊縫進(jìn)行打磨,然后在進(jìn)行焊接 ,焊劑要球干燥質(zhì)量要好,煜工師傅要對(duì)不同厚度板材進(jìn)行調(diào)整電流 電壓以及焊速。
精工下料
特點(diǎn)及性能
(1)標(biāo)準(zhǔn):符合中華人民共和國(guó)GB14887-2006標(biāo)準(zhǔn)。
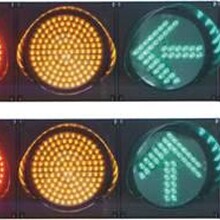
(2)外觀設(shè)計(jì):信號(hào)燈桿所裝燈具為400×400mm紅黃綠三色高亮度像素管發(fā)光燈具(箭頭燈)像素管直徑50mm。
(3)光源:采用進(jìn)口芯片四元素亮發(fā)光二極管(LED),壽命大于10萬(wàn)小時(shí)
性能指標(biāo)
額定功率:¢400 mm單燈額定功率小于或等于15W。
額定電壓:AC176=264V,50HZ。
發(fā)光強(qiáng)度:紅928CD,黃714CD,綠989CD 光源壽命:大于10萬(wàn)小時(shí)。
可視角度:大于30度
可視距離:¢400 mm信號(hào)燈≥500m
外殼防護(hù)等級(jí):≥IP53
耐溫:-40℃~+75℃
絕緣電阻:大于500MΩ
介電強(qiáng)度:耐壓1440VAC
防塵:符合GB14887-2006標(biāo)準(zhǔn)
抗振動(dòng):符合GB14887-2006標(biāo)準(zhǔn)
抗風(fēng)壓:145KM/H
————— 認(rèn)證資質(zhì) —————
全國(guó)信號(hào)燈熱銷(xiāo)信息